数控钢筋锯切套丝生产线厂家现货
发布时间: 2024-08-02 20:03:47 浏览次数:2
以下是:数控钢筋锯切套丝生产线厂家现货的产品参数
| 产品参数 |
|---|
| 产品价格 | 18000 |
|---|
| 发货期限 | 24h |
|---|
| 供货总量 | 999 |
|---|
| 运费说明 | 包邮 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | 优级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品品牌 | 河南建贸 |
|---|
| 产品规格 | JMGSX-500 |
|---|
| 发货城市 | 长葛 |
|---|
| 产品产地 | 河南 |
|---|
| 可售卖地 | 全国 |
|---|
| 型号 | GB4240 |
|---|
| 功率 | 4kw |
|---|
| 名称 | 金属带锯床 |
|---|
| 材质 | 金属 |
|---|
| 品牌 | 河南建贸机械 |
|---|
以下是:数控钢筋锯切套丝生产线厂家现货的图文视频
导读 您是想要在安徽省亳州市采购高质量的数控钢筋锯切套丝生产线厂家现货产品吗?安徽省亳州市建贸机械有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的数控钢筋锯切套丝生产线厂家现货产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:赵艳杰-13298459090,QQ:2060712089,地址:《许昌老城镇发货到安徽省 亳州市 谯城区、涡阳县、蒙城县、利辛县》。 安徽省,亳州市 亳州市,古称亳,别称谯城,安徽省辖地级市,位于安徽省西北部,地处华北平原南端,皖豫鲁苏四省交接处,位于东经115°53′~116°49′、北纬32°51′~35°05′,北依河南省商丘市,西与周口市鹿邑县接壤,西南部与阜阳市毗连,东部与淮北市、蚌埠市相倚,东南部与淮南市为邻,为皖、豫两省交界,地貌呈东南、西北向斜长形,南北长约150公里,东西宽约90公里,全市行政区域面积8374平方公里。截至2022年末,亳州市常住人口为496.0万人。
深入了解数控钢筋锯切套丝生产线厂家现货产品,一部视频就够了,快来观看!
以下是:数控钢筋锯切套丝生产线厂家现货的图文介绍
亳州建贸机械有限公司拥有年轻而又富有活力的 数控弯箍机设计、生产、销售、售后团队300人,我们重视培养 数控弯箍机精英。公司选用了各种优质进口原材料,配合高科技设备,充分运用高新技术成果,在设计和制作的过程中时刻把握 数控弯箍机质量,真正体现了倾情设计,精心打造,使每一件 数控弯箍机的优势及使用功能都发挥到致j i!


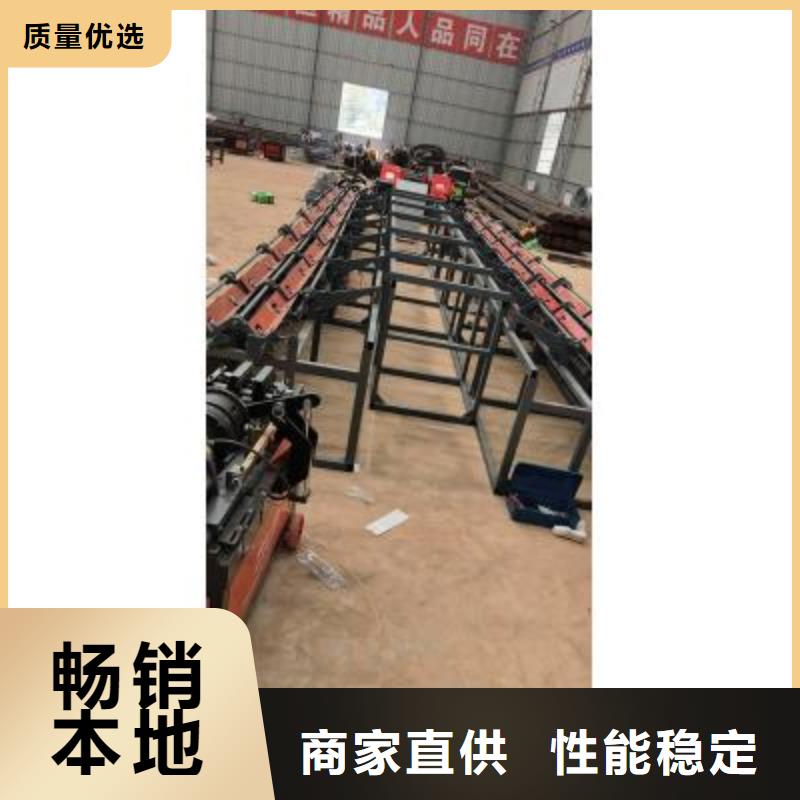
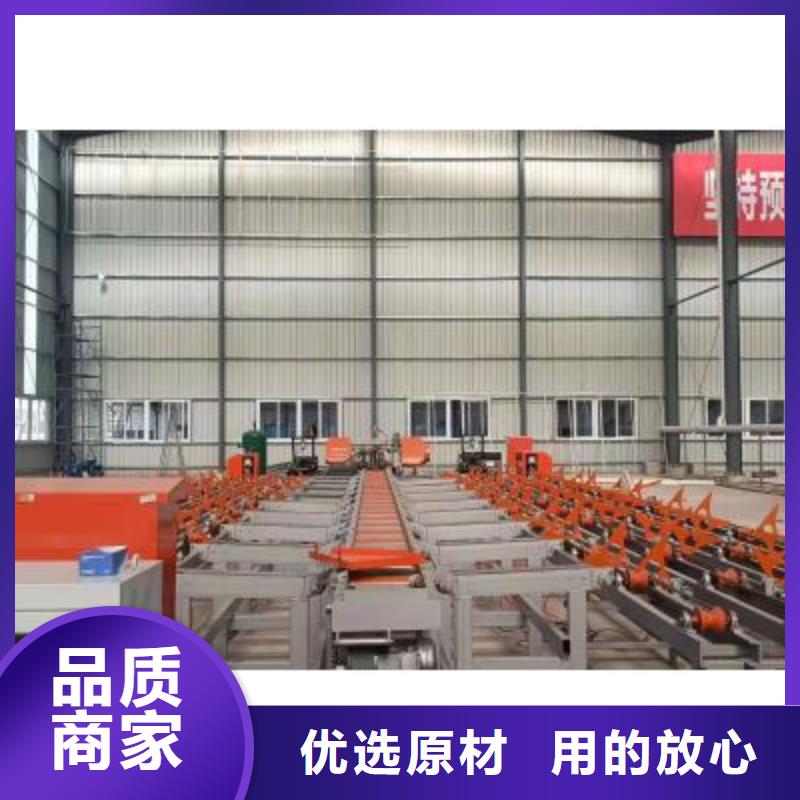
近年来随着科技的进步和发展很多的施工现场桩基钢筋笼越来越多的采用套丝搭接的方式进行,传统的焊接搭接慢慢的被淘汰。因而如何处理套丝搭接问题成为了很多施工方头疼的问题。数控钢筋锯切套丝打磨生产线是专门为处理套丝搭接问题而专门设计的一种数控钢筋加工智能化设备。带大家了解一下数控钢筋锯切套丝打磨生产线具体是如何处理套丝搭接问题的。1、数控钢筋锯切套丝打磨生产线首先对原材料钢筋进行定尺的锯切,在数控屏幕上设置需要锯切钢筋的长度,原材料钢筋使用行吊放到原材料放料架上等待锯切。2、原材料钢筋工人手动拨到运料轨道上,钢筋自动被运送到锯床进行锯切工作。3、原材料钢筋在锯床部位被锯切成指定长度后再通过运料轨道被运送到锯切完毕的半成品储料仓里等待套丝。4、半成品储料仓里的钢筋被一根一根的翻转到套丝轨道上,分别进行两个端头的套丝。5、两个端头套丝完毕的钢筋被翻转到打磨轨道上进行两个端头的打磨。6、两个端头打磨完毕的钢筋被翻转到成品储料仓里等待取用。由上可见,整个的生产流程中使用人工的地方非常少,因而数控钢筋锯切套丝打磨生产线越来越多的出现在了施工现场。很多的施工方有刚开始的不接受到后来的慢慢喜欢。数控钢筋锯切套丝打磨生产线越来越受到欢迎。在此向施工方要说明的是锯切套丝打磨生产线是对原材料钢筋的两个端头进行处理,而并非是对已经做好的笼子成品进行处理。而且数控钢筋锯切套丝打磨生产线也存在一些弊端,比如占地空间较大,对场地的平整度要求较高等。



锯条传动安装在蜗轮箱上的电动机通过皮带轮,三角胶带驱动蜗轮箱内的蜗杆和蜗轮,带动主动轮,再驱动绕在主动被动轮缘上的锯条进行切削回转运动。
锯条进给运动由升降油缸和调速阀组成的液压循环系统,控制锯梁下降速度从而控制锯条的进给(无级调速)运动。锯刷在锯条出屑的地方,并随着锯条走锯的方向,并由冷却泵供冷却液清洗,清除锯齿上的切屑。
冷却液在底座的右侧冷却切削液箱里,由水泵直接驱动供冷却液。按紧停(停止)按钮,顺时针方向,油泵电机工作,齿轮泵工作,油液经过滤网管路,调节溢流阀使系统工作压力达要求。反之按钮向内压,所有电机停止工作。工件按钳紧按钮,电磁阀工作



故障原因: 1、是带锯床没清干净,铁削刷,刷得不到位,带锯条把铁削带到了盘上,有的铁削会留在锯轮上,在反复与锯条的接触中就会把锯条顶出裂纹。 2、是带锯床的涡轮箱里可能是轴承烧了,造成锯轮倾斜角度变,在刚用新锯条时可看到锯轮边缘处把锯条带起,然后锯条又掉下去,可以听到明显的‘啪啪’声,这种情况锯条不超2天就会断。 3、有可能是你的锯床上的带锯条质量不行。金属带锯床如何安全调试双金属带锯床 试锯前各油池应灌油,润滑点各进行一次加油和检查。
在锯床刚开始工作的时候要进行试锯,在试锯前应仔细地擦去锯床各部分的防锈油,不得使用金属工具和其它足以划伤零件表面的器具来擦油,擦净后,薄薄地抹上一层机油。 试锯时,先以最1低速空运转数分钟,然后逐渐提高转速,试验各级转速的运转和变速机构。同时检查工作台的各方向进给操纵手柄是否灵活可靠,检查润滑油泵的工作情况。这样就完成了锯床的试锯!
检查外接三相主电源是否与锯床工作电压一致。锯床接上电源后,首先检查电机的旋转方向,并按照手柄扳动方向与工作台运动方向一致校正接线。


总结 今年在安徽省亳州市购买数控钢筋锯切套丝生产线厂家现货有了新选择,安徽省亳州市建贸机械有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的数控钢筋锯切套丝生产线厂家现货产品。如需购买或咨询,请随时联系我们,联系人:赵艳杰-13298459090,QQ:2060712089,地址:老城镇。