





成都无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热以热处理状态交货。低中压锅炉用无缝管:用于制造各种低中压锅炉、过热蒸汽管、沸水管、水冷壁管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管等。
成都无缝钢管用优质碳素结构钢热轧或冷轧(拨)无缝管。主要用10、20号钢制造,除保证化学成分和机械性能外要做水压试验,卷边、扩口、压扁等试验。热轧以热轧状态交货、冷轧(拨)以热处理状态交货。
无缝管理论计算公式:
(外径–壁厚 )×壁厚 ×0.02466= 无缝管每米的重量{公斤}
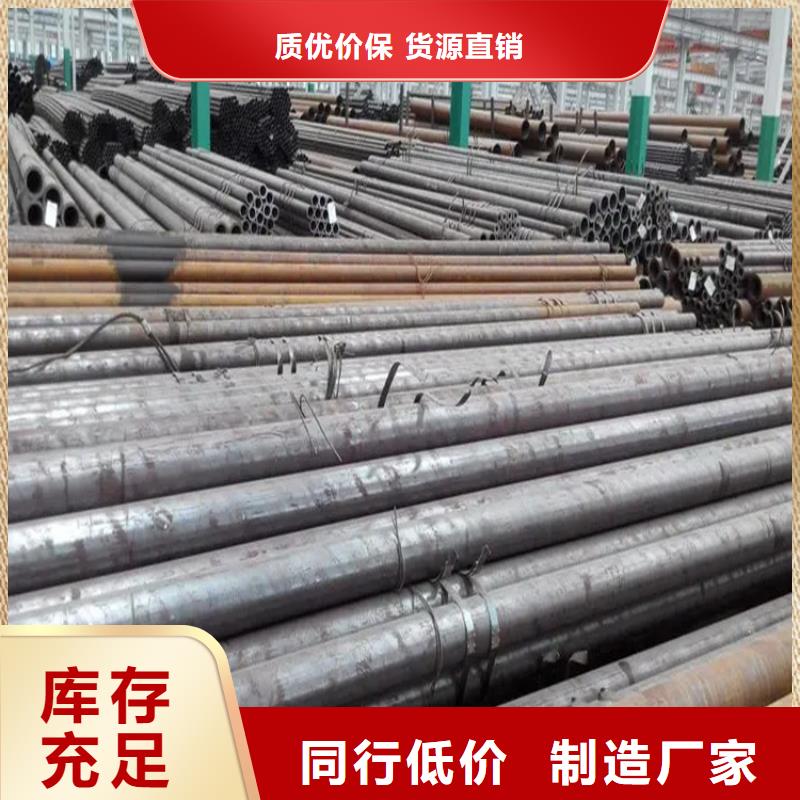
成都无缝钢管生产工艺
①热轧无缝钢管主要生产工序(△主要检验工序):
管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库
②成都无缝钢管冷轧(拔)无缝钢管主要生产工序:
坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验
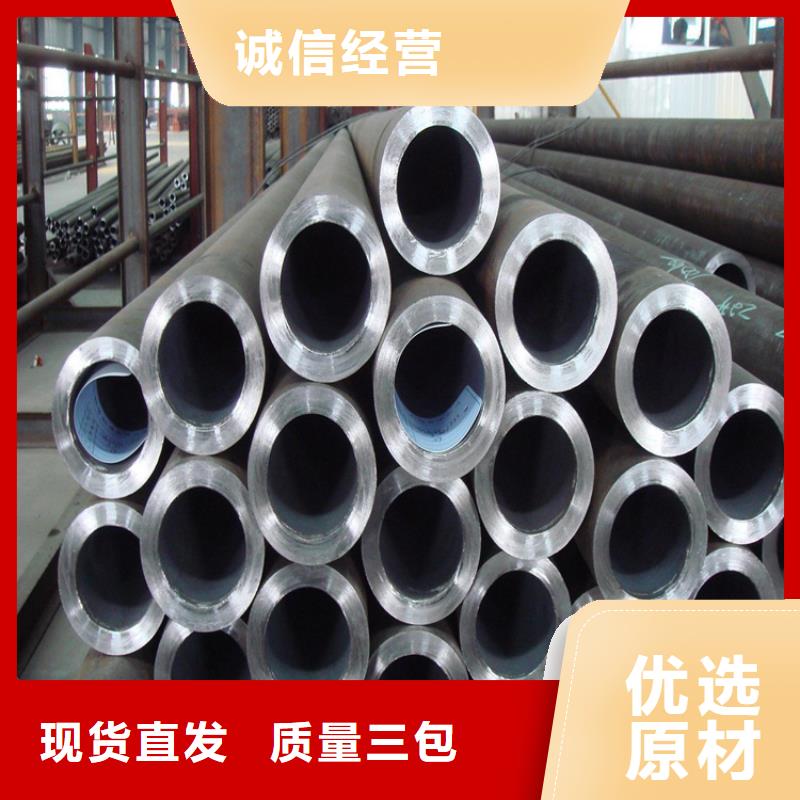
成都无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。
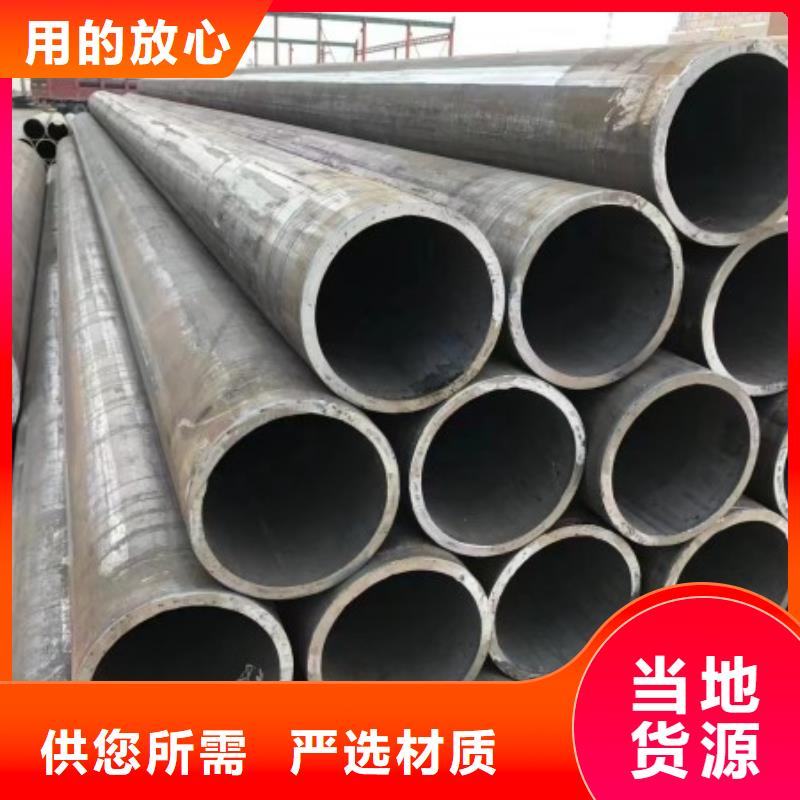
成都无缝钢管圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 成都无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。
热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
成都无缝钢管现行标准
11.汽车半轴套管用无缝管(GB3088-82)是制造汽车半轴套管及驱动桥桥壳轴管用的优质碳素结构钢和合金结构钢热轧无缝管。
12.柴油机用高压油管(GB3093-86)是制造柴油机喷射系统高压管用的冷拔无缝管。
13.液压和气动缸筒用精密内径无缝管(GB8713-88)是制造液压和气动缸筒用的具有精密内径尺寸的冷拔或冷轧精密无缝管。
14.冷拔或冷轧精密无缝管(GB3639-83)是用于机械结构、液压设备的尺寸精度高和表面光洁度好的冷拔或冷轧精密无缝管。选用精密无缝管制造机械结构或液压设备等。
15.结构用不锈钢无缝管(GB/T14975-2002)是广泛用于化工、石油、轻纺、医疗、食品、机械等工业的耐腐蚀管道和结构件及零件的不锈钢制成的热轧(挤、扩)和冷拔(轧)无缝管。
16.流体输送用不锈钢无缝管(GB/T14976-2002)是用于输送流体的不锈钢制成的热轧(挤、扩)和冷拔(轧)无缝管。
