

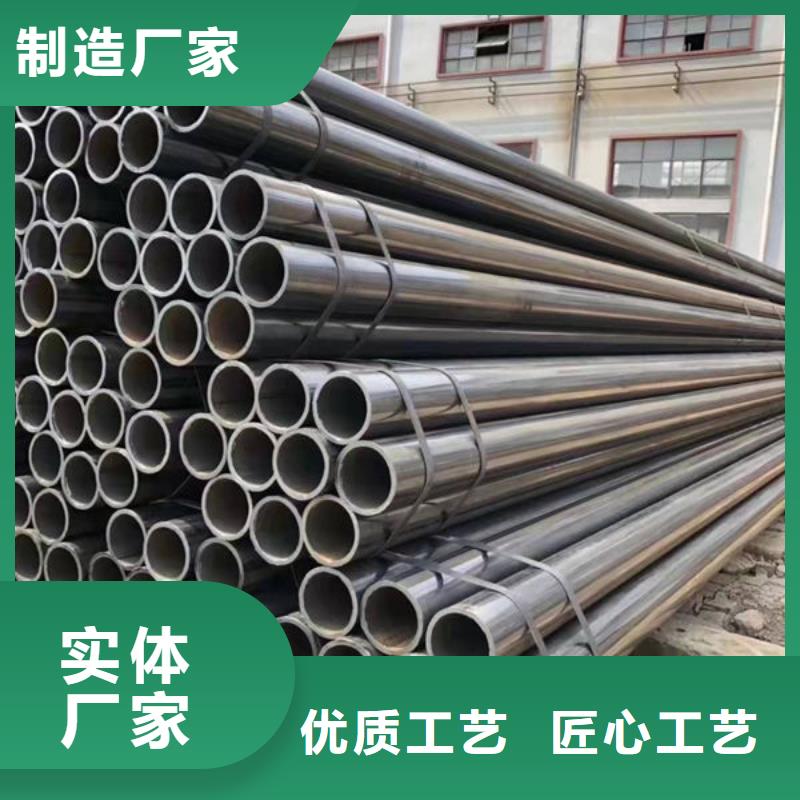





一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管钢材更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
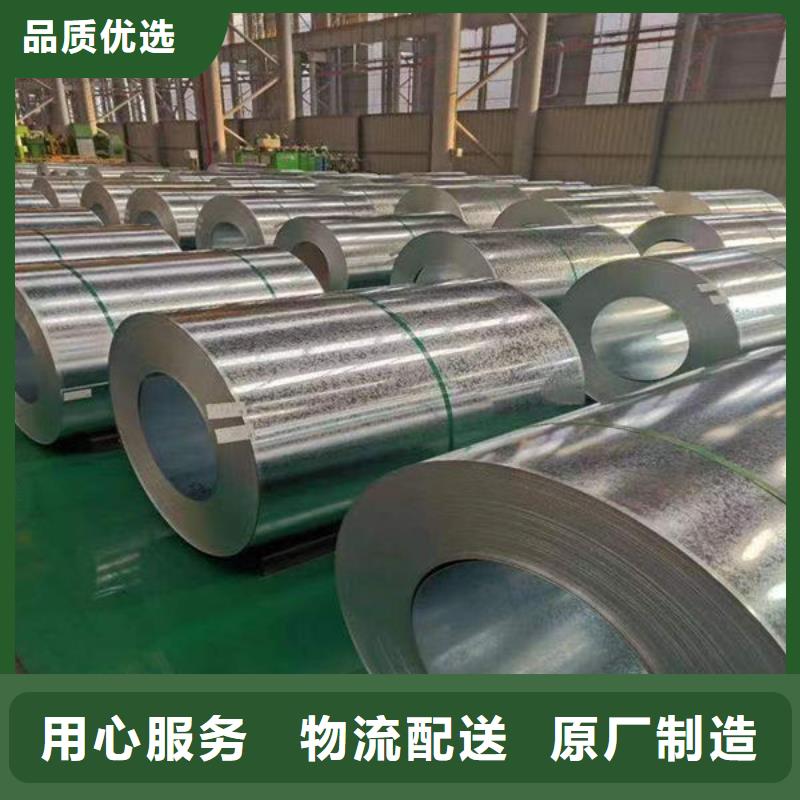
镀锌方管有热镀锌方管和电镀锌方管两大类。热镀锌方管有湿法、干法、铅锌法、氧化还原法等。不同热镀锌方法的主要区别在钢管酸浸清洗后,用什么方法活化管体表面钢材提高镀锌质量。现生产中主要采用干法和氧化还原法,其特点见表。电镀锌的锌层表面十分光滑致密、组织均匀;具有良好的力学性能和抗腐蚀能力;锌耗比热镀锌低60%~75%。电镀锌在技术上有一定的复杂性,但对单面镀层,内外表面镀层厚度不同的双面镀层钢材,以及薄壁管镀锌等皆须采用此法。
线成型机可以将线材进行不同的加工操作,能根据需求将一根钢丝、铁线、不锈钢丝折弯成平面或立体的形状,目前在工业加工领域上广泛使用,那线成型机是怎样对线材进行加工成型?线成型机将线材成型过程主要体现在以下几个步骤方面:1、首先通过奥领线成型机的校直架将线材进行校直,然后将线材送线到合适的程度;2、线成型机转臂通过升降,将线材钢材卡到折角芯或折角头,使线材贴在折角头平面上,折角盘带动折角马旋转运,对线材进行折弯成平面或者需求的各种立体形状;3、线材成形后转臂通过升降离开线材,再通过送线指令,把线材退回到合适的位置,线成型机再进行切断指令进行切断,这样整个线材加工过程就完成。
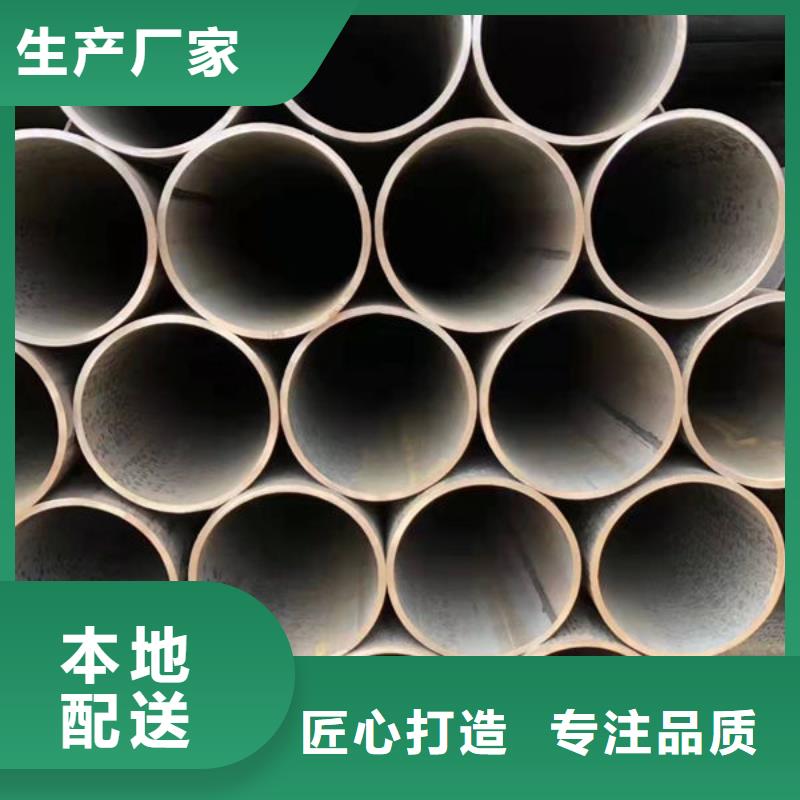
常见的钢管切割方式有锯切割、等离子切割、液压切割、激光切割。激光切割精度和效率 ,但设备价格也相当贵正常几十万以上,适用于附加值特别高的精度要求极高的钢管加工;水切割机切割管口能做到无屑无毛刺且不变形,精度一般能达到±0.05mm,价格不高约几万一台,钢管切割应用相对广泛;等离子切割机价格也不高约几万一台,常用于切割厚壁钢管钢材(正常可切割35mm壁厚以下结构用钢材,切割厚度理论可达180~200mm),不过切口处容易形成拉口,切口表面质量需要严格控制。对于手工切割和自动切割,一般手工切割使用人工上料,其上料和控制切割效率相对较低,而自动切割需要注意控制钢管进给的长度(损耗),目前切割在门市多为单支管切割,加工厂正常是整捆切割。
