
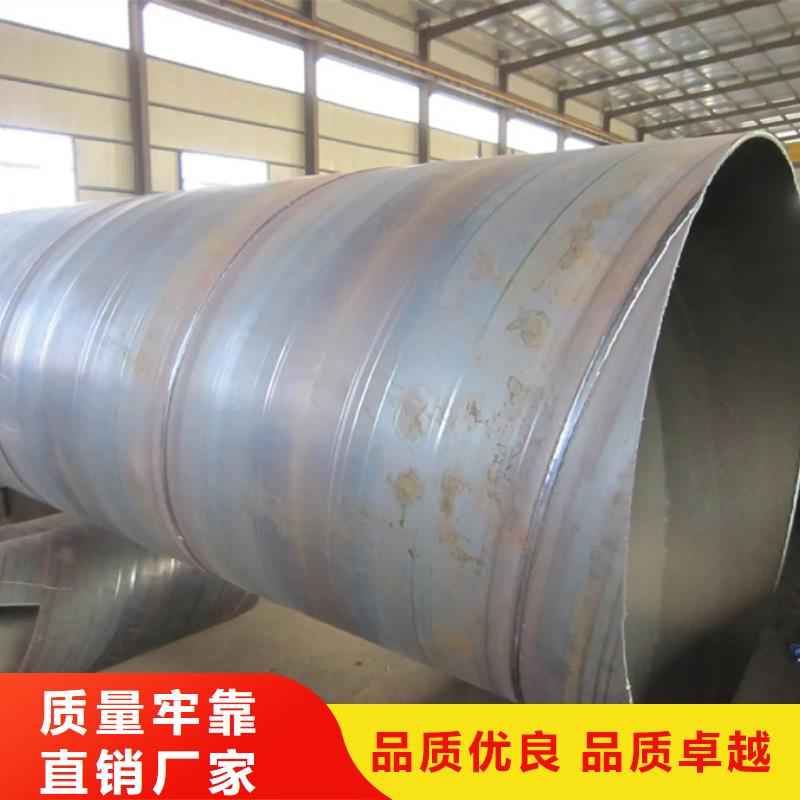


果洛镀锌螺旋钢管口径定制19937 <果洛>神悦钢材有限公司
聚氨酯保温钢管的保温材料与操作钢管必须在 、 一道工序中融为一体,形成一个整体。保温结构和操作钢管在管道大幅度膨胀时必须同时处于活动状态。外套管与保温结构层之间有10 ~ 20mm的开敞空间。这样的规划结构不仅具有良好的保温效果,而且是一个很好的通道。 基体表面元素:聚氨酯硬质泡沫塑料是由异氰酸酯与聚醚两种组分反应生成的聚合物产品。异氰酸酯组分易与水反应生成尿素。如果聚氨酯中尿素键的含量增加,泡沫塑料就会变脆,泡沫与基体之间的附着力就会降低。因此,要喷涂的基材表面应清洁干燥,无锈蚀、灰尘、污染和潮气。如果有露珠或霜冻,应将其除去并晾干。 果洛Q355B螺旋管在热处理冷却过程中,选用单液淬火是比较常见的,本身钢企有操作简单、成本低等特点,但是它采用单一介质,向淬火加热度一直冷却到介质的温度,则容易在内应力的复合作用下,造成保温螺旋钢管的淬裂,因此应注意以下几点。


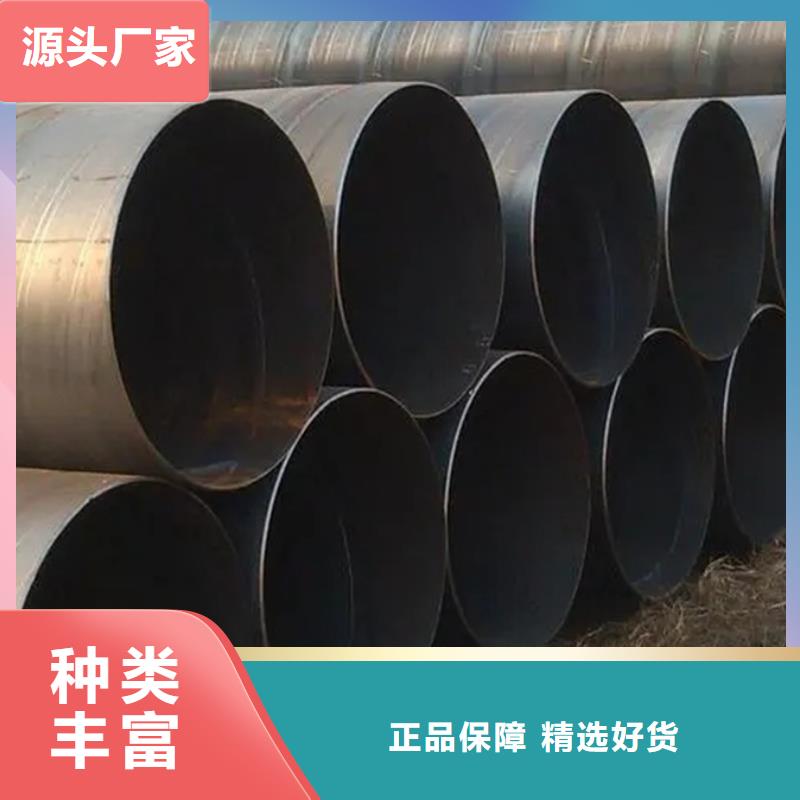
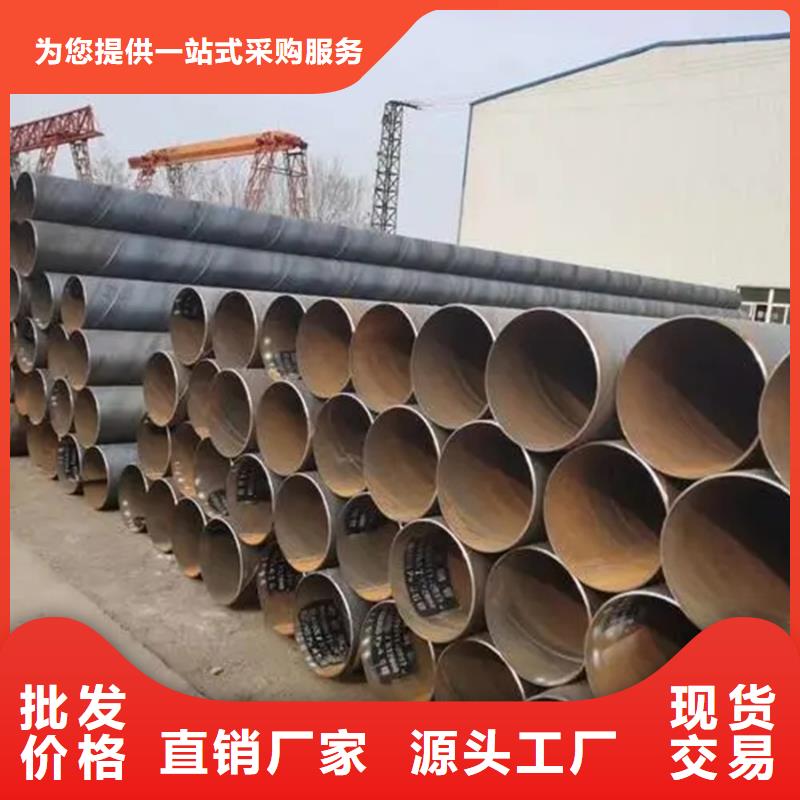
果洛大口径螺旋管厂家施工便捷: 将隔热层—发泡聚氨酯用现场浇罐或预制成形等方法敷于钢管的层外,方式简单,工效讯捷。 (1)果洛大口径螺旋管传热系数小: 直缝保温钢管壳的传热系数在保温材料中是低,因此能使物料的热遗失减少到低程度。 (2)果洛大口径螺旋管耐老: 由于发泡聚氨酯的闭孔率达82%以上因此用聚氨酯泡沫做为直埋管道的隔热层不只可以起作用,并且能地防止水,湿气以及其它多种腐蚀性液体、气体的浸湿。
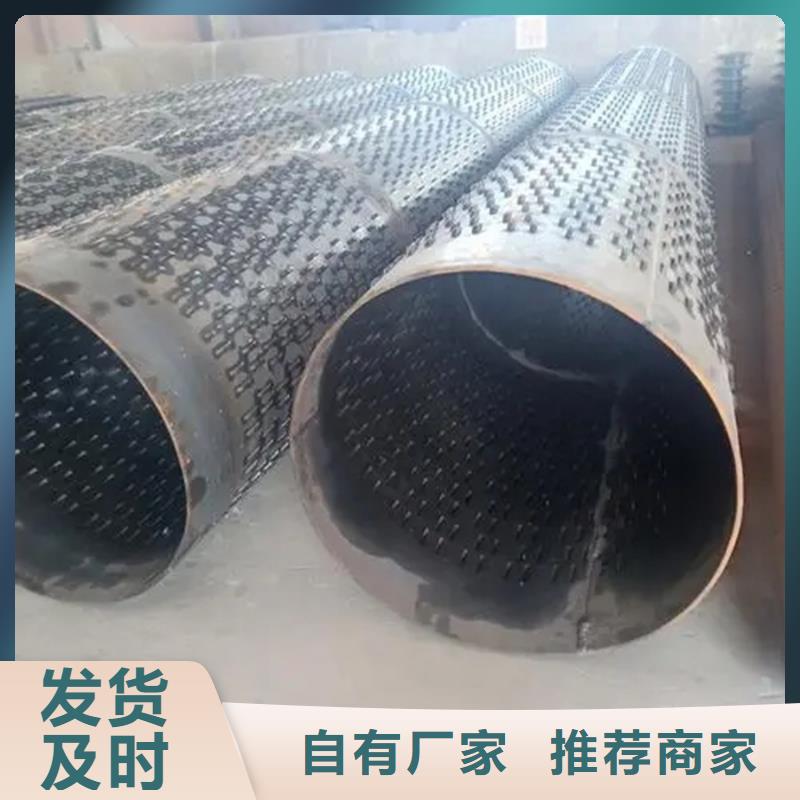
二. 果洛防腐螺旋管冲压成形 冲压成形螺旋钢管弯头是早应用于批量生产无缝弯头的成形工艺,目前,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。 与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。 冲压弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。 冷挤压弯头的成形过程是使用专用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。
