
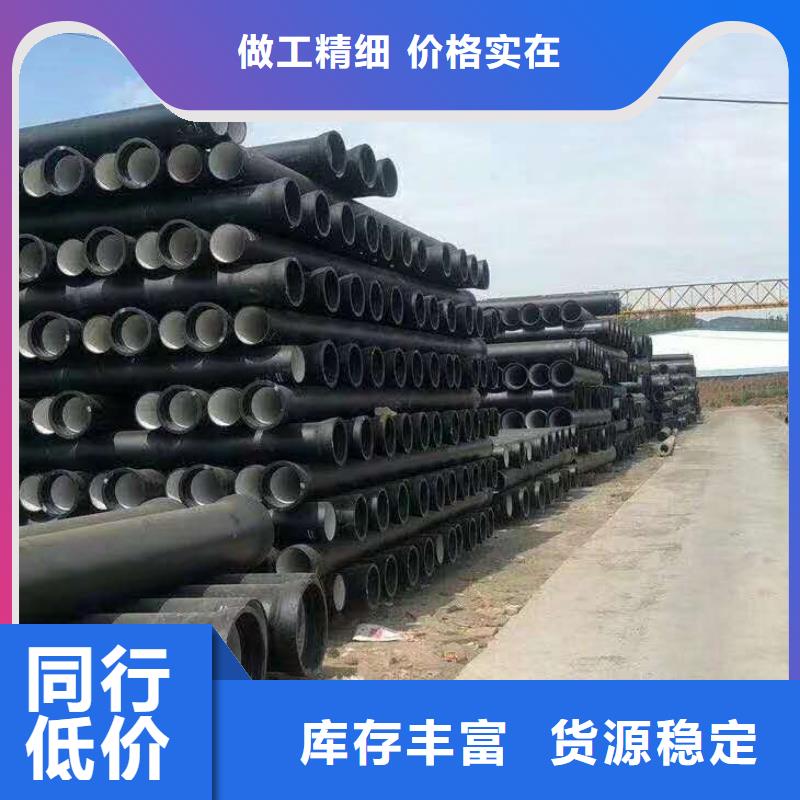







他具备生铁管和钢管材质的优点,避免了铁和钢的缺点。球墨铸铁管胶圈安装时,将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个局部不翘不扭,均匀地卡在槽内。将润滑剂均匀地涂刷在承口安装好的胶圈内表面、插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。球墨铸铁中石墨是以球状形式存在一般石墨的大小为6~7级。质量上要求铸铁管的球化等级控制为1~3级(球化率>=80%因而资料本省的机械性能得到较好的改善。具体铁的实质,钢的性能。退火后的球墨铸铁管。其金相组织为铁素体加少量烛光体。机械性能较好。特点 轻度高、壁薄、耐压、耐冲击、耐腐蚀、耐抗震等性能。管道接口采用柔性接口,而且还有一定的延伸率及偏转角。
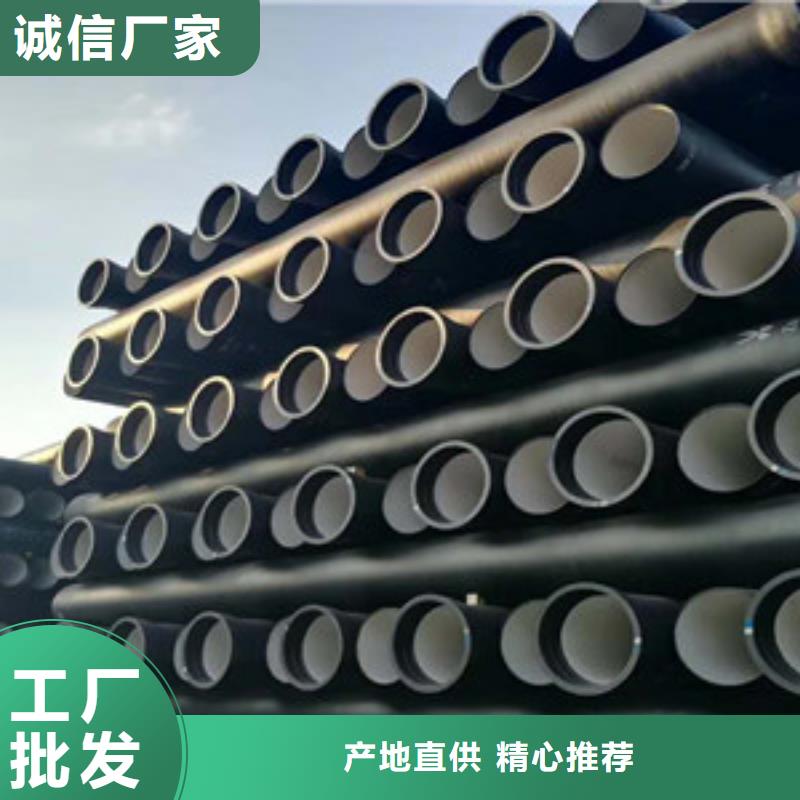
球墨铸铁管铸件生产技术涉及铸铁性能、充型过程。精密造型、机加工、模样、工艺设计和市场等方面。许多研究和实践表明,开发薄壁铸铁件的首要任务是开发高碳当量。高强度灰铸铁及其强化工艺。铸造出高强度、薄壁及复杂内腔铸件,必须从材质、工艺和装备等整体上采取综合措施加以解决。国外在柴油机、发动机缸体缸盖的铸造和薄壁高强度灰铸铁的孕育处理方面达到较高水平。的高强度薄壁我国高强度灰铸铁研究的重点是:提高铁液温度,改善铸铁冶金质量,采用合成铸铁熔炼工艺。球墨铸铁管将会大量出现在一般机电产品中。与铝合金铸件相比,低成本和良好的铸造性能是灰铸铁件的一个主要优势。目前,制约灰铸铁件增长和发展的主要因素之一是轻量化,铸铁轻量化必将为铸铁工业注入新的活力。因此,高强度薄壁灰铸铁件的生产技术开发成为问题的关键。
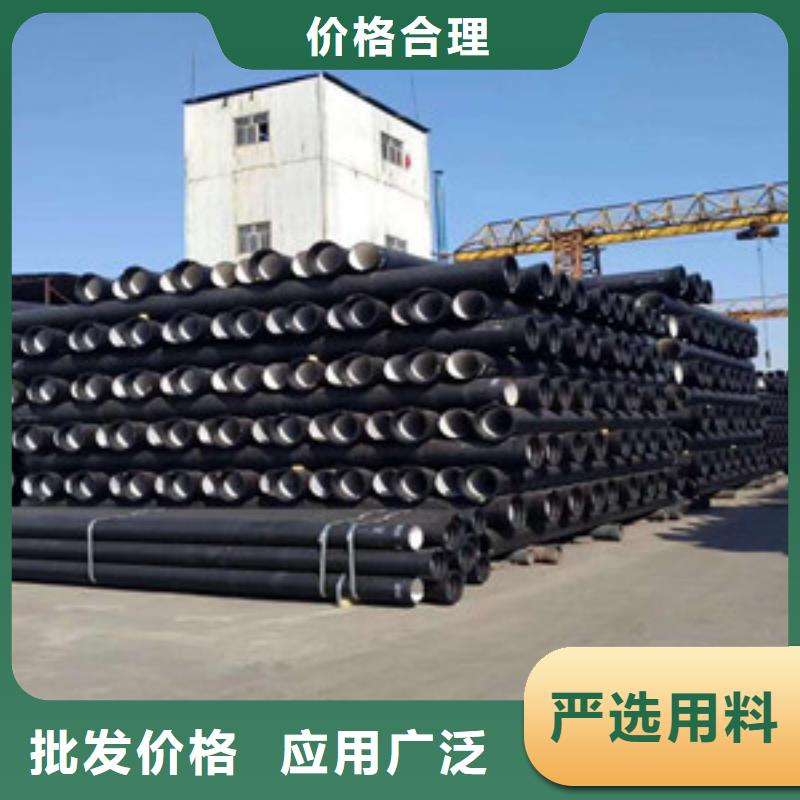
产生的原因和可采取的措施有钢管矫直前的弯曲度及椭圆度过大,超过了矫直机的能力,可以重复娇直;矫直辐的压下量及挠度小,可适当增加压下量或者挠度等钢管表面出现螺旋压痕或“矫凹”现象,这是矫直辊的端部与钢管表面接触所致产生的原因是矫直粗的线与钢管的线不一致,钢管偏向一侧,钢管与矫直辊接触弧过大,使矫直辊端部与钢管接触,可通过调整矫直辊的角度使钢管“对中接触弧长度合理钢管“矫方”,即钢管矫直后其截面不是圆形,而是呈“方形”。球墨铸铁管在设计工模具时,先仔细地对全套工模具进行计算。因为,球墨铸铁管另外,各辊的压下量是不同的,对六辊矫直机面言,前、后辊的压下量远小于中间辊。同样,钢管与矫直混的接触弧线长度要合适,按12-3/4辊长进行调整,中辊取上限,前、后取下限总之,影响钢管矫直的因素是多方面的,球墨铸铁管在实际应用中要反复试验以取得宝贵的实践经验球墨铸铁管价格并达到预期的效果钢管矫直后会出现以下的问题:球墨铸铁管矫直后弯曲度及椭圆度达不到要求。
球墨铸铁管因为建筑给水是有压管,一旦漏水爆裂将会使建筑和人民财产造成损失。管材应能经受得起振动冲击、水锤和热胀冷缩等,并经受时间考验,不漏水、不爆裂;球墨铸铁管能作为现今供水管道系统 管材很大一部分原因就是为此。球状石墨分析结果表明以下情况。例如在沸点以上温度加入硫,硒,碲,也可获得实心或空心的石墨球。也发现加入铁液的物质中,含氢量对球化有一定影响。例如加入稀土元素铈,钇,镧可使石墨球化。值得注意的是。球墨铸铁管生产厂家加入铁水的元素并不都是球化元素但球化程度与含有这些元素的合金中含氢量有关。另外都会影响球化效果1.3球状石墨中的元素分布辐射图像自动分析仪和电子探针对萃取自球墨铸铁的球状石墨中几种元素分布情况进行探查的结果显示于图1-1261.另外还有人采用离子探针对球状和片状石墨进行扫描以及铈的自辐射分析,管材的性和使用的可靠性:这是建筑给水中重要的原则。
