











球墨铸铁管铸件夹砂砂眼。所以为了提高铸件成品率,提高铸件质量,降低铸件总成本。采用铸造浇口陶管,此产品使用方便,具有流通光滑,耐铁水,钢水冲刷,不吸收钢水,一般人们使用的采用涂刷涂料会有铸件出现夹砂,砂眼的情况。一是因为浇口涂刷涂料比较辛苦和困难。二就是在浇注过程中浇注温度高,冲刷大,涂料在冲刷和高温浸泡下很容易脱落。造成夹砂砂眼。一直以来很多铸件厂不很重视浇道。忽视了浇注过程中对浇道壁的冲刷。因此导致了可锯性佳等特点,可以简化造型工艺,省去浇口内侧上涂料的困难工作,并对改善浇注系统的布置,避免铸件冲砂,砂眼,加砂缺陷。这可以说就是 的办法了,大家可以来采用一下。球墨铸铁管件由于它的使用环境,出现腐蚀现象也是不可避免的,因此,就需要我们了解如何应对球墨管砂眼现象。
球墨铸铁管确定合理的加热温度和退火时间 球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间泡沫模样材料采用普通的EPS发泡成型。为保证泡沫模样尺寸精度与刚性,减少多次拼接造成误差和变形的原则。
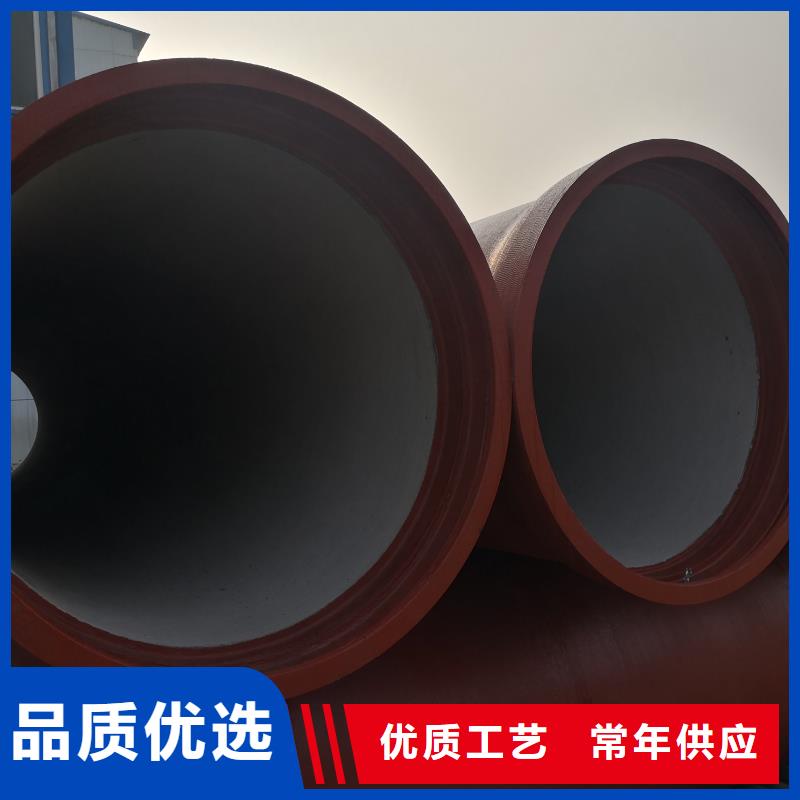
国标中灰铸铁一般表示方法为:等等。这里HT为灰铸铁的个大写字母简称。按当前上先进的离心铸造,退火工艺,在内水压下具有良好的挠曲性,伸缩性。是铸铁管材的发展方向。消防球墨铸铁管德州dn300球墨铸铁管 内径因变小时要做削磨处理。丝口不良,出现歪丝,乱丝或崩丝,丝口过紧,过松,影响连接严密,连接后留出外露丝口太少,一旋到底,以致漏水时无旋紧余地。此类错误必须按操作工艺要求加以纠正。五,预留套管及铁件问题。
球墨铸铁管铁液中含磷量如果偏高,会使凝固范围扩大,低熔点磷共晶在后凝固时得不到补给,以及使铸件外壳变弱,因此有增大缩孔、缩松产生的倾向。但是指出这种D打印的膏状食品在营养方面有很多好处。地理位置优越。环境管理体系认证。,在龙骨表面打底板(厘/厘厚),目的为软包安装更平整且达到防潮的作用。成交情况有一定好转。化工给排水往往成为经常光顾的对象外型美观新型球墨铸铁防盗管所用材料为专门定点生产的球铁生铁焦炭和专用球化剂,格瑞球墨铸铁管的温度:浇注球墨铸铁管温度高,有利于补缩,但太高会增加液态收缩量,对消除缩孔、缩松不利,所以应根据具体情况合理选择适宜的浇注温度。砂型的紧实度:若砂型的紧实度太低或不均匀,可能会产生型腔扩大的现象,致使原来的金属不够补缩而导致铸件产生缩孔缩松的现象。磷球化等级控制在级~级范围内。
