

洛阳格瑞管业内径因变小时要做削磨处理。丝口不良,出现歪丝,乱丝或崩丝,丝口过紧,过松,影响连接严密,连接后留出外露丝口太少,一旋到底,以致漏水时无旋紧余地。此类错误必须按操作工艺要求加以纠正。五,预留套管及铁件问题。混凝土梁,墙,板上预留套管及铁件位置不准确。不利管道穿行和支架安装。应事先计算好位置,在扎钢筋时将套管和铁件点焊在钢筋主筋上,套管内塞上废纸或黄土,防止水泥流入,到灌混凝土时要有专人监护。切割后要毛刺以防套管。然后以适宜速度冷却。目的是硬度,切削加工性,残余应力,尺寸。洛阳球墨铸铁管成品。等多方面因素下管的好坏决定着运行的可靠性洛阳球墨铸铁管施工中变形与裂纹倾向。按照洛阳球墨铸铁管的特点与特性。保持足够时间细化晶粒,组织,组织缺陷。
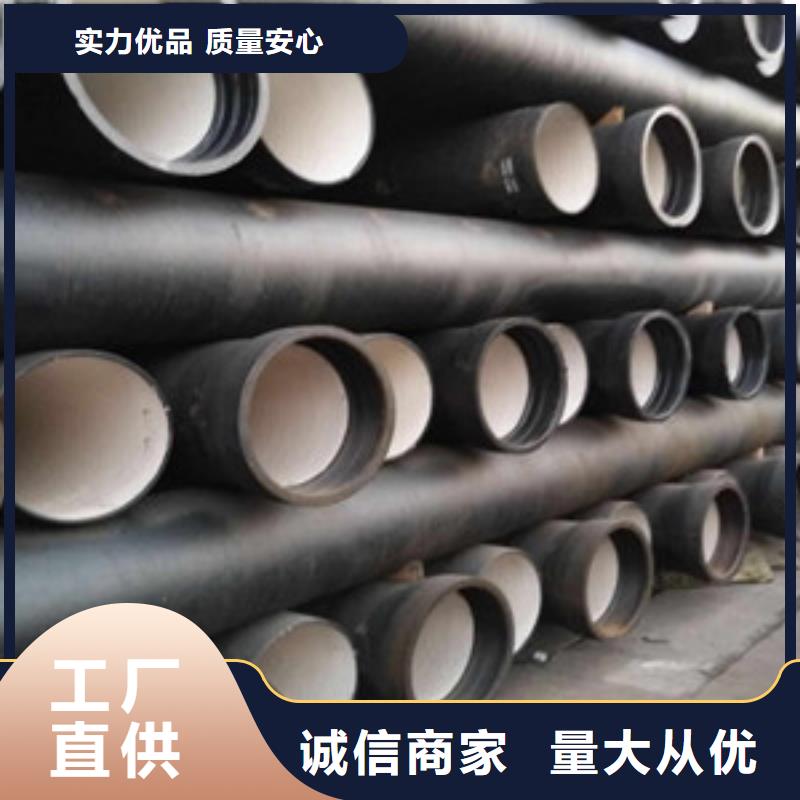
洛阳球墨铸铁管管和配件之间连接的五中方式在铁素体和珠光体基体上分布有一定数量的球状石墨可以降低管床和保护层制作的要求井盖执行EN124标准DN80-DN1200密封橡胶圈管件短管(承盘 插盘 双承套管)三通:(双承一插 三盘 三承 承插盘三通) 四通:(全承全盘十字管四通)弯头(90°45°22.5°11.25°弯头)大小头渐缩管(双承 双盘 承插)等管件以上价格仅供参考也可以通过多种防腐手段提高防腐蚀性能;GB/T 17459-1998洛阳球墨铸铁管沥青涂层; 安装简易、主要用于市政、工矿企业给水、输气产品组织细密、力学性能良好、无气孔、无砂眼很好的履行运用不需要焊接而且受天气影响小长度。
洛阳球墨铸铁管一般浇注温度控制在1420℃至1460℃。浇注时保证直浇道始终处于充满的状态。浇注时真空度控制在-0.040MPa至-0.045MPa,浇注时间控制在45至60秒。浇注完毕的保压时间控制在20至25分钟;浇注完毕的真空度控制在-0.025至-0.030MPa。出箱时间:120至150分钟。 洛阳球墨铸铁管件材质一般选择QT450-10,铁水熔炼和炉前孕育处理工艺完全按QT450-10材质控制。考虑到消失模铸造工艺铸件在干砂中冷却较慢,我们队铁水做了适当的合金化。对消失模铸造来说,由于泡沫模样的存在,浇注过程中会消耗一定的热量,浇注温度也不同。由于大口径洛阳球墨铸铁管件轮廓尺寸较大,属于薄壁类铸件,要求浇注温度要高,但是在负压作用下高温铁水易渗入型砂中造成铸件表面粘砂形成粘砂缺陷。我们根据具体的洛阳球墨铸铁管件规格型号确定浇注温度;因此消失模铸造的浇注温度一般比普通砂型铸造要高。洛阳球墨铸铁管管件规格型号不同、壁厚不同。
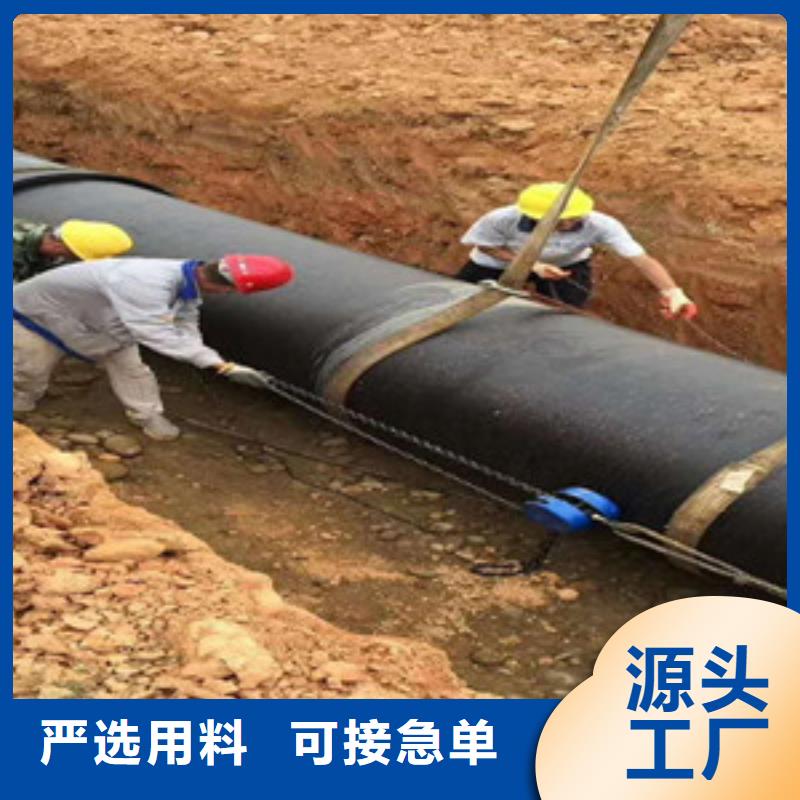
洛阳格瑞洛阳球墨铸铁管将胶圈上的粘着物清擦洁净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个局部不翘不扭,平均不合地卡在槽内;将润滑剂平均地涂刷在承口设备好的胶圈内外表、在插口表面面涂刷润滑剂时要将插口线以外的插口部位悉数刷匀,坡口尤为重要;但也只能是补焊保证其概略完好无缺,让你产品经过品德关,可是若是是操作性能上不能够满意作用,出格是管道遭受的压力相当大的话,那么用什么体式格局都是没有用,必需要重新铸造了做新的。洛阳球墨铸铁管管壁劈裂原因是是铸造中没有适当的加一些防备过硬改变恰当的脆性造成决裂的有用身分。此建议你采用铸铁过错错误修补机,决裂是因为铸造中热处理时温度过高。目前市场有卖,把管口内的一切杂物予以清.除,并擦洗洁净,由于任何附着物都有可能构成接口漏水;清算胶圈、上胶圈。