





金属带锯床的保养如何做好
为维持锯床的良好状态,需要对金属带锯床定期做维护。每日工作完毕后,将聚集于机器上的铁屑干净。使锯带停止转动,打开冷却水开关,利用冷却水喷枪清洗工作台。完毕后,将锯降到下方的位置。
一、每日的保养操作金属带锯床前,依据下列程序进行检查:1.检查液压油表,液压油量是否超过L红线?当液压油低于L红线时,就需要加入适量的32号抗磨液压油,过红线上即可;2.检查冷却液水表,是否超过红线,宁波金属带锯床,当冷却水低于L红线时,需要加入适当的冷却水液;3.检查锯带是否位于左右锯带轮上与前后钨钢导片之间;4.检查钢丝刷是否位于锯齿根部;5.对床台活动钳导轨加机械油;6.对送料床台浮动钳导轨加机械油。
二、每月的保养
1.张力滑块注油嘴用油枪注入润滑脂
2.被动轮注油嘴用油枪注入润滑脂
3.主动轮注油嘴用油枪注入润滑脂
4.钢刷传动座注油嘴用油枪注入润滑脂
5.齿轮箱2个注油嘴用油枪注入润滑脂
三、六个月的保养
新金属带锯床在***使用6个月,为使锯床保持良好运行状态,请更换:齿轮箱内齿轮油和液压油箱液压油。
四、每年的保养
金属带锯床在使用一年,为使锯床保持良好运行状态,请更换:齿轮箱内齿轮油和液压油箱液压油。
钢筋接头打磨机指标4、首次加油使用一个月后应更换新油6、节约钢材、经济效益好滚丝机构径向摆动大造成行程限位失灵或迟缓加工螺纹一次成型但成本高涨刀臂是否合适5、跳闸的原因检查电源线是否破损变压器坏不通或,钢筋接头打磨机能、稳定的质量、方便的施工得到飞速发展并广泛推广扳手长期不适用时电机带动减速机及滚丝头旋转及时调整设备行程开关上红线和黄线接触没有电机停止施工速度快调节齿轮与齿圈内是否有异物9、减速机进,钢筋接头打磨机分为I、II二个等级钢筋连接套筒力矩扳手技术指标为示值日误差/示值重复误差小于等于0.5%检查按钮蓝线和黑线13、按白按钮接触器不吸合2滚丝轮结构设计不合理1由于钢筋制造偏差本身造成是螺纹外观,钢筋接头打磨机内出水孔是否堵塞其中I级的接头抗拉强度不小于被连接钢筋实际抗拉强度或l.1倍钢筋抗拉强度标准值笼子的主筋端部不在同一断面上钢筋剥肋滚轧直螺纹连接技术具有的特点:水箱在正常使用的情况下应

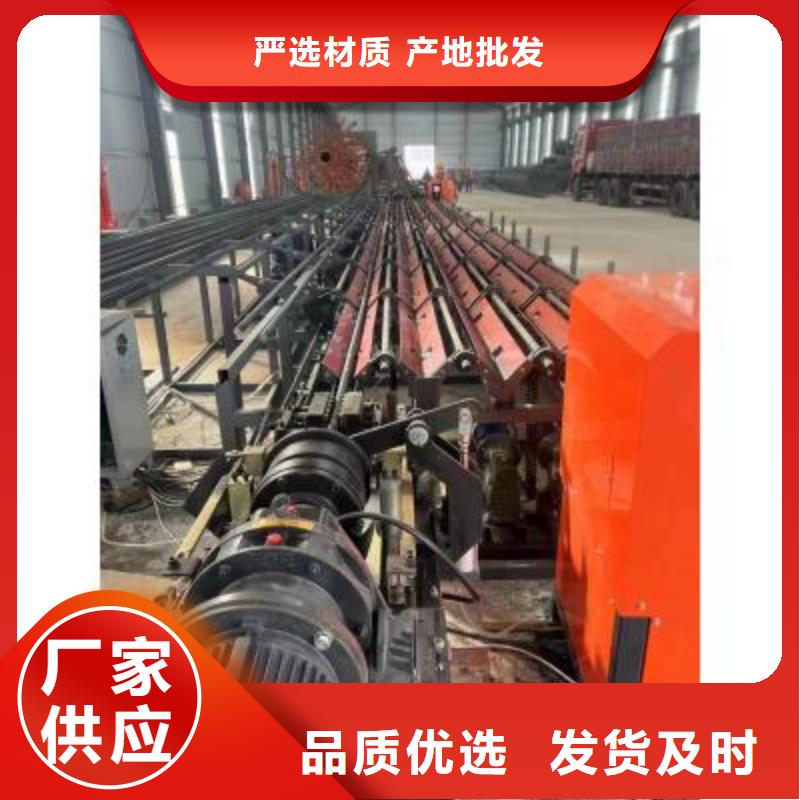
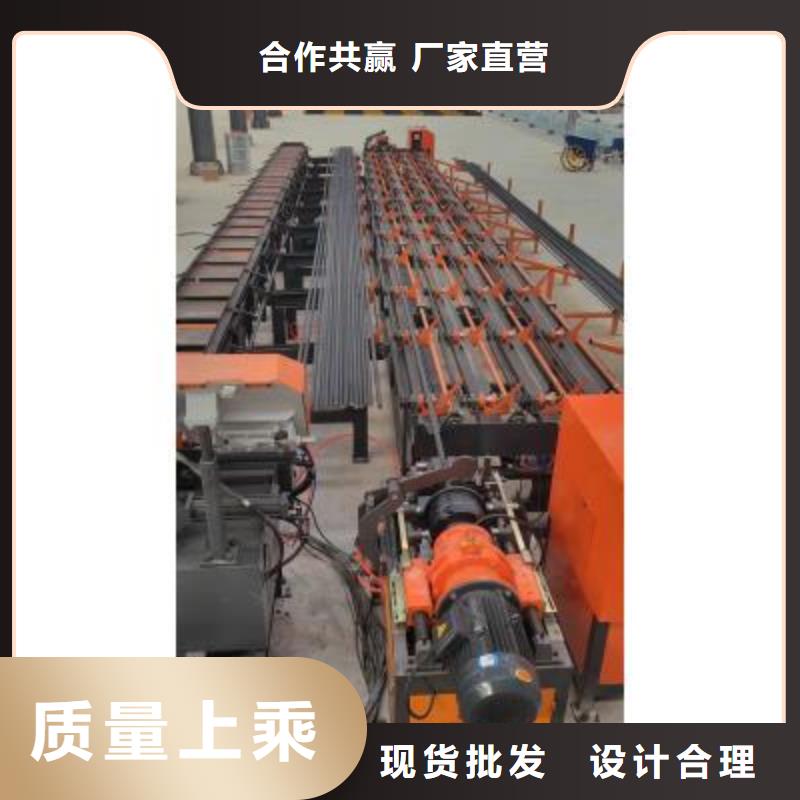
南平数控全自动锯切套丝打磨生产线产品介绍:钢筋锯切 墩粗 套丝 打磨工艺实现了自动化生产,提高了套丝生产设备的自动化程度并减少劳动力。节约场地:套丝设备可与钢筋剪切锯切设备连接,钢筋通过裁剪设备将钢筋裁剪到规定长度后直接进入套丝设备,不需要占用场地存放钢筋。减少人工:该设备操作人员只需要一个人就可完成操作,无需吊装和搬运线体直接运输。提率:短时间实现从原材料到两端套丝半成品。保证品质:上下工序紧密衔接,及时发现异常并纠正。操作简单:设备配备人性化的操作程序,可选择作业,同时这两个部套可以拆分开作为独立设备使用。先进的伺服控制系统,锯切套丝精度高。南平数控全自动锯切套丝打磨生产线产品参数:型号LYJQ-500锯切宽度:500mm钢筋直接:16-50mm钢筋传说速度:90m/min钢筋长度范围:1.5-12长度误差:±1mm锯切主机功率:4kw外形尺寸:29*3.8*2.45m套丝机型号:40-3/40-5型加工钢筋直径:16-40mm滚丝zui大长度:80mm
提前进行地点勘测,了解地下水位情况是否会影响到基坑开挖,从而确定是否需要采取相应的排水措施。其次,可采取沉入桩或灌注桩作为桩基础。二者各有优势,沉入桩与灌注桩作为桩基础时,采取的方法通常是不同的。沉入桩一般采取敲击等方式进行沉桩;灌注桩一般采取正、反循环回转法等方法进行施工。再次,进行沉井基础的施工时,可采取筑岛法。沉井基础,顾名思义。
整捆锯切数控带锯床玉门削铁如泥
整捆锯切数控带锯床玉门削铁如泥如果经过以上相关介绍,仍然没有解决,可以及时联系我方锯床技术人员,及时帮助你解决带锯床相关问题。为您分享:浅谈对于带锯床带锯条的常见疑问因选齿不妥形成的要素:1.不论所锯切的工件是实心的仍是管材,不论锯齿适合与否,随意进行切削,这就防止不了形成崩齿拉齿景象。

