
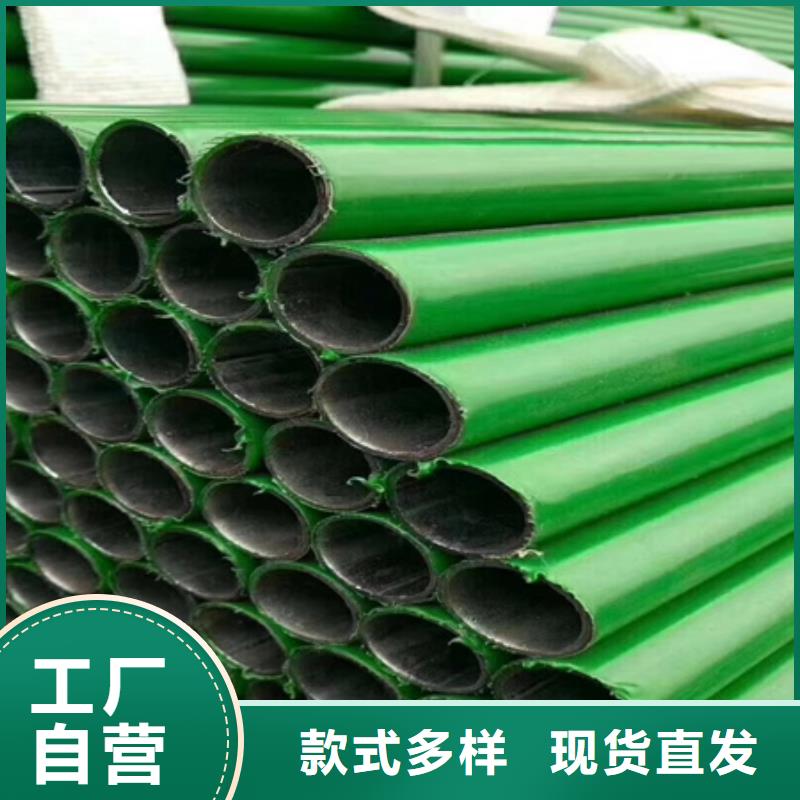







酸洗钝化无缝钢管工艺流程:表面调整的目的,是促使造化形成晶粒细致密实的造化膜,以及提高造化速度。表面调整剂主要有两类,一种是酸性表调剂,如草酸。另一种是胶体钛。两者的应用都非常普及,前者还兼备有除轻锈(工件运行过程中形成的﹨‘水锈﹨‘及﹨‘风锈﹨‘)的作用。在磷化前处理工艺中,是否选用表面调整工序和选用那一种表调剂都是由工艺与造化膜的要求来决定的。 一般原则是:涂漆前打底造化、快速低温造化需要表调。如果工件在进入造化槽时,已经二次生锈,好采用酸性表调,但酸性表调只适合于≥50℃的中温造化。一般中温锌钙系造化不表调也行。酸洗钝化无缝钢管加工酸洗、钝化的清洗作业因现场被清洗设备、管道的材质、锈垢等附着物的性质和使用要求等的不同,而有不同的清洗配方和工艺条件。但其工艺程序和清洗原理一般是相同的,即由水冲洗去除泥砂、灰尘;碱洗去除油脂和碱溶物;水冲洗置换;酸洗去除氧化鳞皮和锈垢;水冲洗置换和漂洗;钝化保护;过程的残液处理等7个部分组成。上述程序中,碱洗、酸洗、钝化是三个主要环节,而酸洗是整个清洗作业的核心。水冲洗等作为主要环节的过渡措施和残液处理也是十分重要和必不可少。其中碱洗、酸洗、钝化三个主要环节的为关键。钢管酸洗脱脂钝化
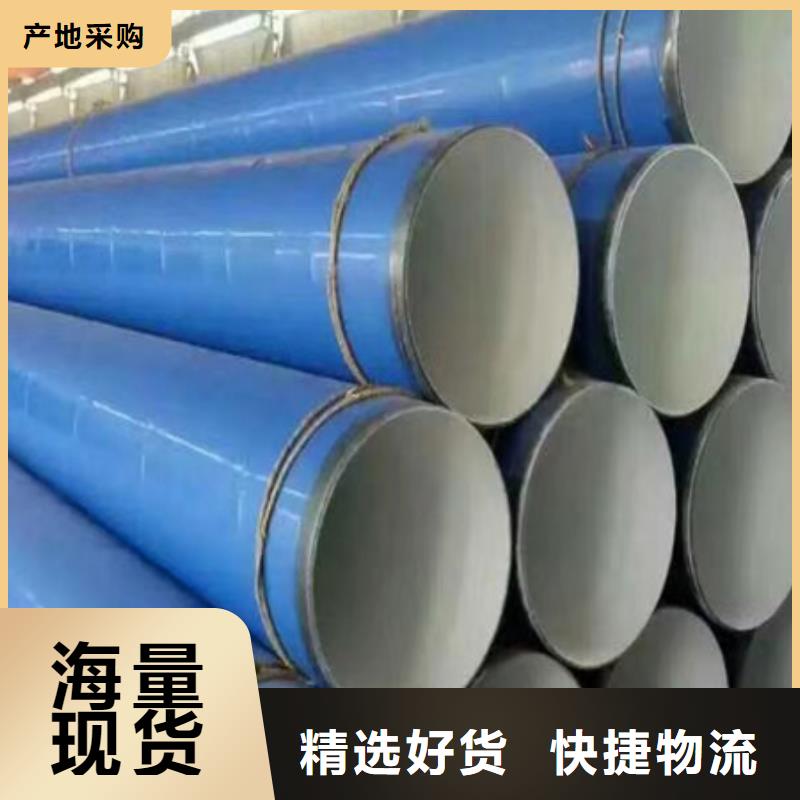
酸洗钝化钢管零切整批?酸洗钝化钢管:酸洗、钝化清洗技术由于清洗速度快、清洗效果好,并且较易于操作控制,目前已被广泛应用于冶金、机械、石油、化工、热工动力、建材、等各类工业领域,并已发展成为一门行业技术。为保证化工装置的试车和生产正常进行,化工装置中的许多设备和管道都需在吹扫或冲洗前先进行酸洗、钝化,如大型蒸汽发生锅炉(含废热锅炉),高、中压蒸汽和锅炉系统给水管网,石化装置中芳烃抽提、吸附分离系统的设备、管网、蒸汽透平离心压缩机的蒸汽进汽管道和工艺气的进气管线,合成氨装置净化系统的绕管换热器,氧气输送管线以及大型高速透平机械的润滑油系统等。它们中有的是整个系统,有的是其间部分设备管道,都需在安装检验合格后,采用酸洗、钝化的这种方法以其内表面的各种锈垢物。实践证明,对这类设备、管道如果启用前不进行酸洗、钝化,或清洗达不到要求,都必将对试车或以后的生产运行带来十分严重的恶劣后果。酸洗钝化钢管的清洗作业因现场被清洗设备、管道的材质、锈垢等附着物的性质和使用要求等的不同,而有不同的清洗配方和工艺条件。但其工艺程序和清洗原理一般是相同的,即由水冲洗去除泥砂、灰尘;碱洗去除油脂和碱溶物;水冲洗置换;酸洗去除氧化鳞皮和锈垢;水冲洗置换和漂洗;钝化保护;过程的残液处理等7个部分组成。上述程序中,碱洗、酸洗、钝化是三个主要环节,而酸洗是整个清洗作业的核心。水冲洗等作为主要环节的过渡措施和残液处理也是十分重要和必不可少。其中碱洗、酸洗、钝化三个主要环节的为关键。管路清洗完毕如果没有很快进入调试阶段 必须在管路中及时铺油 而且要在整个内壁上都形成一层油膜 以免产生二次生锈。油洗之后 调试之前必须再次对管路进行检查 特别是在管路的拐弯处以及大的集流腔等容易积存油液的地方 要打开管路进行检查 放出残存的油液 并用干净的油液再冲洗 直到看不到杂质为止。
钢管酸洗脱脂钝化

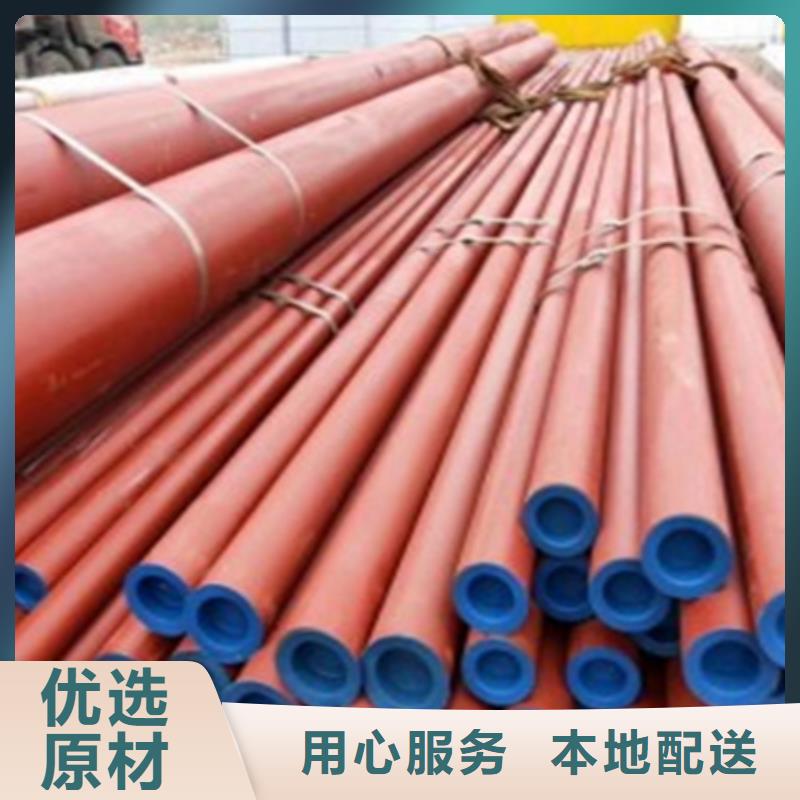
酸洗钢管厂家-质量过硬酸洗钢管:酸洗钝化液产品特点优势: 1:碳钢酸洗钝化液将酸洗和钝化合二为一,大大提高了劳动生产率。 2: 酸洗钝化液的使用和操作非常方便,槽洗浸泡使用中小型碳钢管件,或使毛刷刷涂或喷淋的方法进行操作,*后清水冲洗即可。 3:使用温度5-30摄氏度,酸洗钝化5-15分钟左右即可达到酸洗效果。 酸洗钝化液使用方法: 1.如碳钢管件、无缝管油污较重,应预先除油。 2.将酸洗钝化液原液或稀释比例1:1-2比例稀释浓度、倒入PVC槽、用PP槽或临时使用也可用铁槽,将碳钢管件放进槽里泡5-15分钟即可。 3.*后用自来水清洗干净即可。须要冲洗干净。 4.将废水集中处理加碱性石灰水或氢氧化钠等中和使PH值接近7时再排放.对环境无影响。酸洗钢管:酸洗钝化步骤1)酸洗是整个化学清洗过程的关键步骤。由络合剂、渗透剂、悬浮剂和活性缓冲剂构成一种特殊条件下的清洗剂,该清洗剂溶解污垢的能力强,与污垢作用时间短,对设备无腐蚀,操作方便而且除垢率可达95%以上2)在络和清洗过程中,应投加缓蚀剂、还原剂、助溶剂、铜离子剂等助剂。并在清洗时挂入与清洗设备材质相同或相似的标准腐蚀指示片和视管段,以便随时测3)系统恢复循环后,保持液位循环,当无误时加入缓蚀剂,等缓蚀剂循环均匀后缓慢加入酸洗剂和其它助剂4)在络和清洗中,应定时取样分析清洗液浓度、铁离子浓度及定期进行反向循环,同时进行放空和导淋,以免产生气阻和导淋堵塞。钢管酸洗脱脂钝化
酸洗钝化无缝钢管定尺包装批发零售
钝化无缝钢管的优点:1、与传统的物理封闭法相比,钝化处理后具有不增加工件厚度和改变颜色的特点、提高了产品的精密度和附加值,使操作更方便;2、由于钝化的过程属于无反应状态进行,钝化剂可反复添加使用,因此寿命更长、成本更经济。3、钝化促使金属表面形成的氧分子结构钝化膜、膜层致密、性能稳定,并且在空气中同时具有自行修复作用,因此与传统的涂防锈油的方法相比,钝化形成的钝化膜更稳定、更具耐蚀性。
酸洗和钝化三个主要步骤,其中各个步骤的目的是:1、碱洗是为了去除管道系统内壁的油脂。2、酸洗的目的是使用酸液腐蚀管道内壁,将管道内壁焊缝处的焊接热影响区洗除,经酸洗后的管道内壁已露出管道本身的原材,管道内表面固有的部分保护层已被去除。3、管道的钝化正是在管道内壁形成致密的氧化铬钝化膜。
酸洗钝化无缝钢管一次冷拔就是原料(毛管或成品管)→打头→酸洗→磷皂化(即润滑)→冷拔,如还有二次冷拔,需不需要退火就看是什么钢种了。一般低碳钢是不需要退火的,一次冷拔后→润滑→冷拔→退火→矫直→切割→成品检验→打包入库。质量要求高的做酸洗钝化处理。
酸洗钝化无缝钢管的道理钝化:金属经氧化性介质处置后,其侵蚀速度比本来未处置前有明显下降的景象称金属的钝化。其钝化机理首要可用薄膜理论来分析,即以为钝化是因为金属与氧化性介质效果,效果时在金属外表生成一种十分薄的、致密的、掩盖功能优越的、能中固地附在金属外表上的钝化膜。这层膜成自力相存在,凡间是氧和金属的化合物。它起着把金属与侵蚀介质完全离隔的效果,避免金属与侵蚀介质直接接触,然后使金属根本中止消融。奥氏体不锈钢经氧化性介质处置后其外表能构成知足上述要求的钝化膜,但该钝化膜在起活化效果的Cl-、Br-、F-等卤素离子效果下,极易遭到毁坏。钢管酸洗脱脂钝化
