
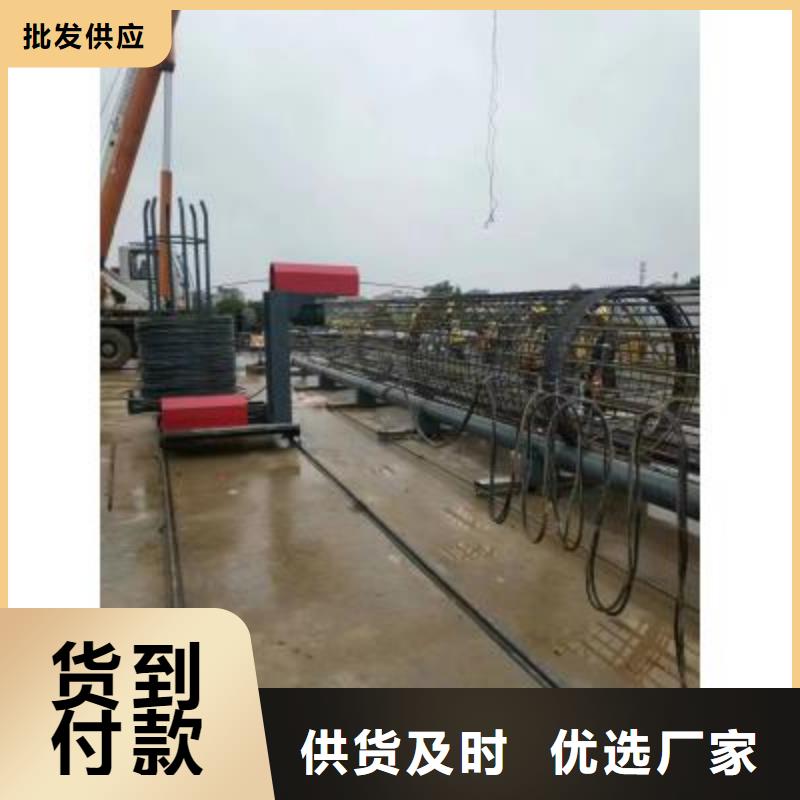



泰安钢筋笼绕筋机基本工艺流程上料→穿筋(主筋)→固定→搭上箍筋→开始焊接→正常焊接→终止焊接→切断箍筋→分离固定盘→松筋→分离移动盘→卸笼→降下液压支撑→移动盘归位产品特点:1、进口PLC变频控制,伺服电机驱动,加工精度高2、配有多个托料自动液压辊,防止钢筋笼因为自重而变形3、校直系统均采用高强度合金材料,强度高,抗耐磨,提高易损件的使用寿命4、自主设计放线架,防止乱线。采用ABB、Panasonic等进口电控元器件,确保设备运行稳定;>> 设备操作简单、人性化,单人可作业;>> 钢筋笼直径误差控制精准,可达到极限偏差要求;>> 主筋间距误差小,能控制在1cm之内;>> 一米之内盘筋间距误差可控制在5mm以内;>> 配备二氧化碳保护焊,耗材损耗量少;>> 可生产双盘筋、双主筋高要求钢筋笼产品;>> 流水线作业,每班3人即可正常生产钢筋笼;>> 套筒连接及对焊连接的主筋可直接上设备生产;>> 熟练工人使用设备生产,效率高;>> 自动上料,减少工人劳动强度;>> 单段不超过12米,吊装、运输方便;>> 零部件设计寿命长,备件更换简单快捷;
2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效。钢筋笼绕筋机
钢筋笼验收基本内容
1、钢筋主筋规格,数量,长度。
2、查看封闭箍筋与主筋焊接是否伤主筋。
3、环绕箍筋的间距是否符合图纸 设计要求。
4、环绕箍筋搭接长度不小于一圈半,环绕箍筋上下封口搭接一样不小一圈半。

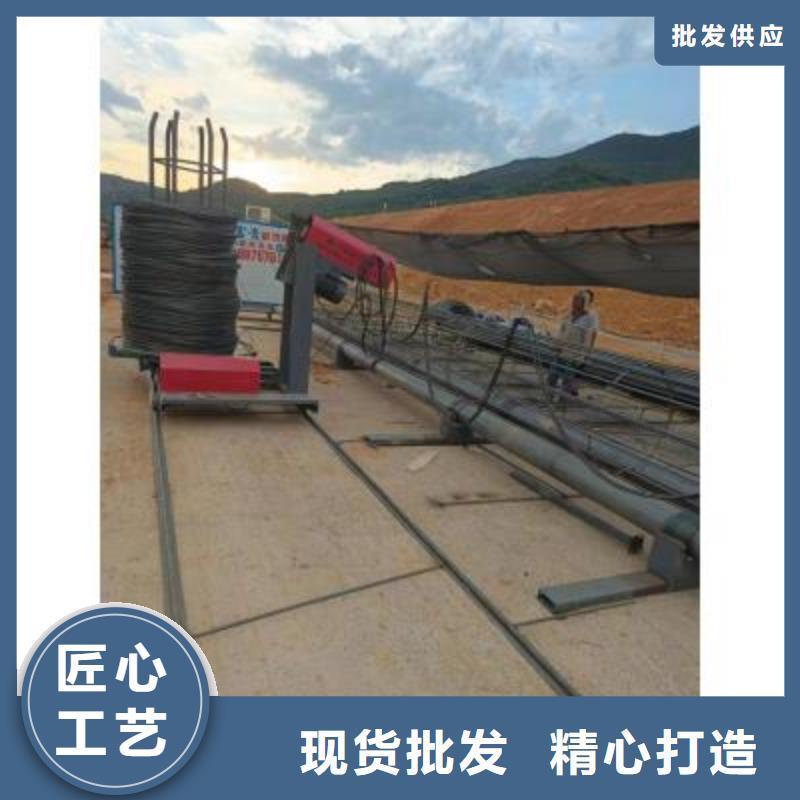
钢筋笼滚焊机应用场地准备要求:
场地硬化的大小:45米长,15米宽(含盘筋架安装位置),遮雨棚高3.5设备及遮雨蓬的安装要考虑设备退场方便(17米超长车进出及装车);电力:50KW电源(含对焊、电焊、设备,设备本身的装机容量为30KW左右),准备电源箱在盘筋架附近;安装设备需吊车、水平仪等基本工具,接管设备人员应参与设备安装调试,以便以后设备的使用及维护。
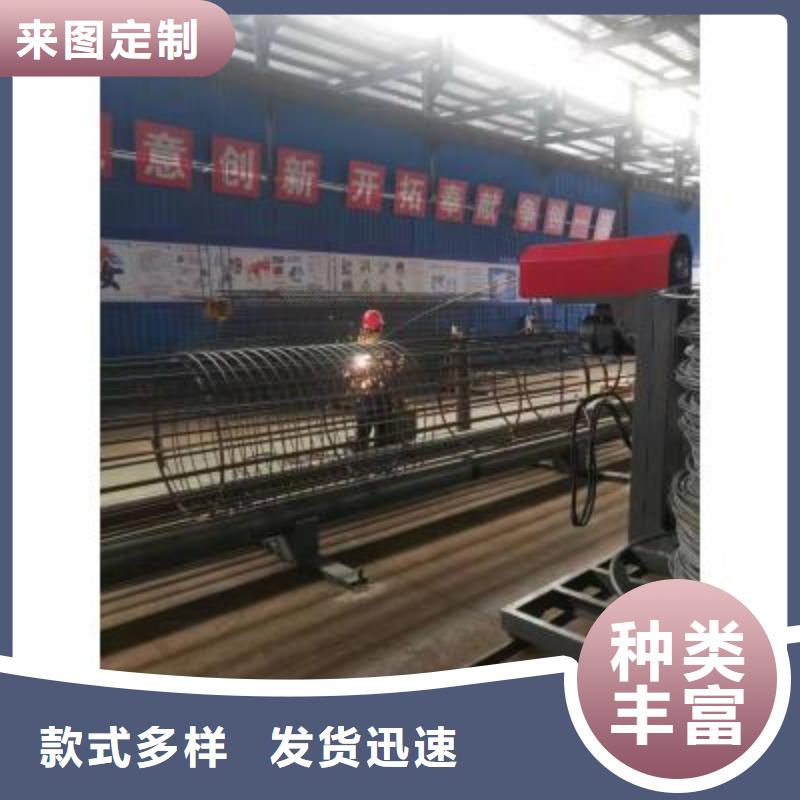
钢筋笼滚焊机应用领域:高铁建设、地铁建设、高速公路、高层建筑、桥梁建设、隧道建设等施工项目中钢筋笼使用。
钢筋笼滚焊机是系统控制,全自动,一体化生产钢筋笼的钢筋加工设备。相比之前传统工艺,节省钢筋调直、钢筋弯曲机、焊接设备、人工焊接工序、以及绕筋机,减少钢筋加工中心占地空间,减少75%人工成本,一体化生产加快了50%以上工期推进,降低15%材料成本浪费,是目前钢筋笼加工的 钢筋加工设备。钢筋笼绕筋机

钢筋笼绕筋机2)拉筋系统
牵引系统由牵引变频调速电机提供动力,经链条带动拉筋小车做直线运动,完成纵筋牵引焊接,拉筋速度根据要求可进行较大范围内的调节,以调节环筋的疏密,同时拉筋小车具有自动返回功能。
3)电极系统
气动电极,自动调节预紧力,预压力相对恒定,较弹簧预压相比,具有电极冲击小,电极磨损小,焊点更加牢固的特点,焊接过程中的飞溅进一步减小,电极寿命进一步得到延长,在自动焊接过程中电极系统保持相同的距离不变,保证焊接电极与电极板的间距及焊接压力相等。
2、焊接控制部分主要由:焊接控制系统、焊接控制主回路系统组成。
1)焊接控制系统:由全数字式焊接控制器和接近开关构成,以实现焊接规范的调节和焊接过程的完成。
2)焊接控制主回路系统:
主要由焊接变压器、可控硅元件、铜导体、水冷系统组成,由焊接变压器提供足够的焊接电流,可控硅元件作为焊接回路的无触点开关,和焊接电流调节。冷却管路通过对变压器、可控硅电极的冷却,为设备的正常工作提供保证。
 泰安市定制版钢筋笼缠绕机源头好货
建贸机械设备有限公司
泰安市定制版钢筋笼缠绕机源头好货
建贸机械设备有限公司
数控钢筋笼滚焊机的参数表如下:
设备型号 kL-1500 KL-2000 KL-2500 适用桩径(mm) 800--1500 800--2000 800--2500 钢筋笼长度(m)(其他长度需定制) 钢筋笼重量(kg)主筋直径(mm) Φ12--Φ32 Φ12--Φ32 Φ12--Φ32 盘筋直径(mm) Φ6--Φ14 Φ6--Φ14 Φ6--Φ14 盘筋间距(mm) 50--400 50--400 50--400 焊接 CO?保护焊 CO?保护焊 CO?保护焊 液压站参数(Mp) 8 8 8 电源参数 380v 50hz 380v 50hz 380v 50hz 功率(Kw) 13 23 30;钢筋笼绕筋机
