


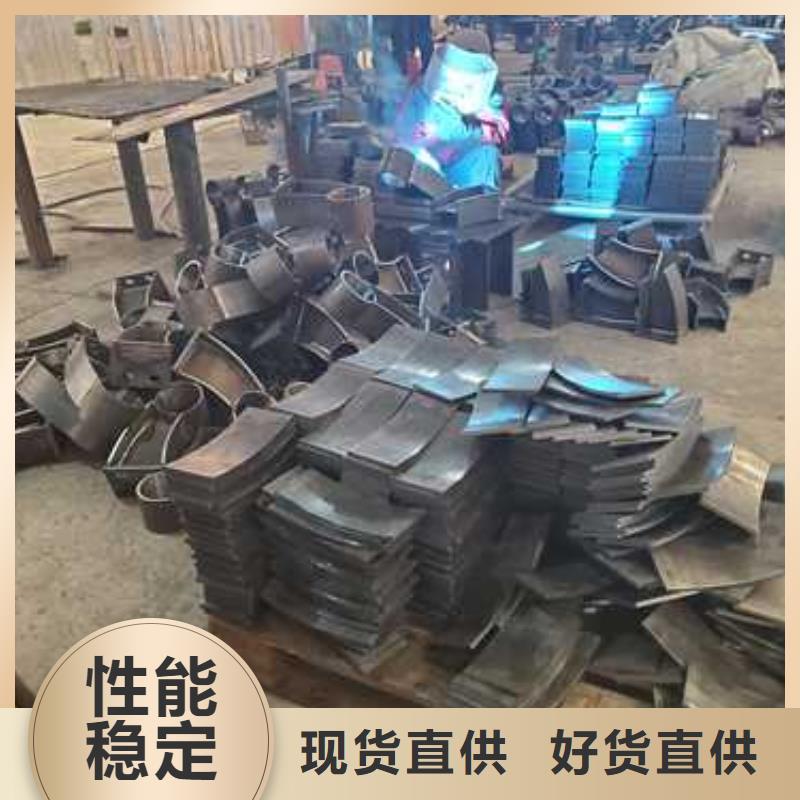


对所采取的复层焊接→过渡层焊接→基层焊接的焊接顺序, 原则上可以理解为复层母材的焊接工艺评定与相对应的耐蚀堆焊焊接工艺评定的组合焊接工艺评定, 但需要注意耐蚀堆焊焊接工艺评定的覆盖范围是否满足要求。 不锈钢复合钢管道在基层或复层焊前需要预热时, 预热温度参照相关规范中各种材质的预热温度, 过渡层的预热根据基层或复层材质来确定,当基层和复层都需要预热时, 按预热温度高的一侧执行。 由于焊接工程中杂质受热会分解成 H2O 和 CO2, 在熔池内产生大量的气体, 严重时发生爆裂破坏熔池。 因此, 焊接前应用棉纱将接触层的油、 漆、 垢及氧化层等清理干净, 油污或赃物沾染严重的应用细砂纸打磨, 酒精脱脂, 丙酮清洗,直至露出金属光泽。 焊接前还需对内衬不锈钢复合钢管的基层和复合层进行预热。 均匀的预热一方面可减小焊接应力, 另一方面可降低焊接应变速度, 有利于避免产生焊接裂纹。 预热宜采用电加热方法, 以对口中心线为基准, 两侧各不小于管壁总厚度的 3 倍, 且不小于 50 mm, 并防止过热。

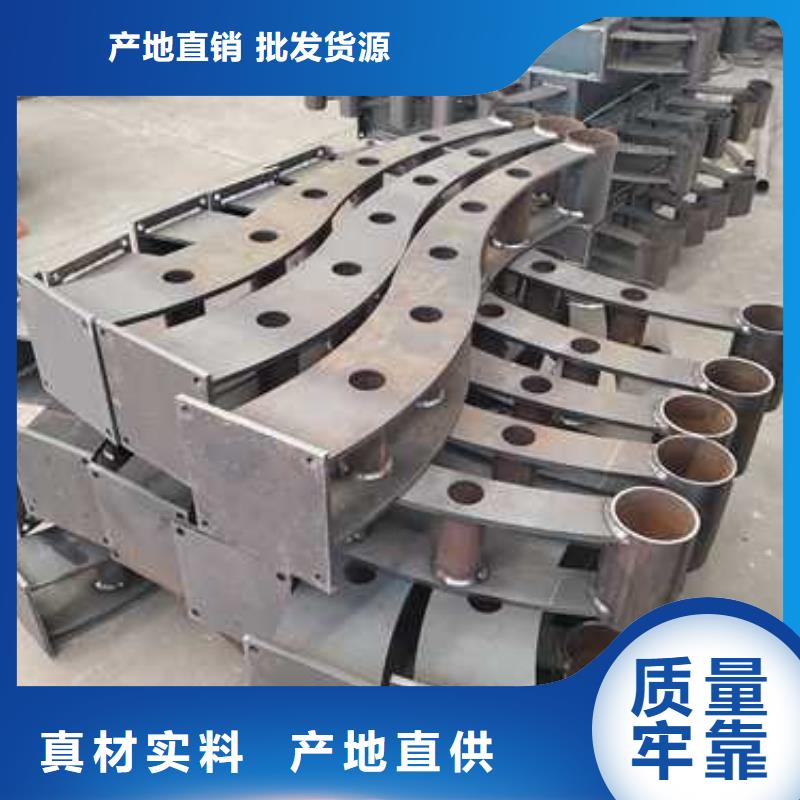
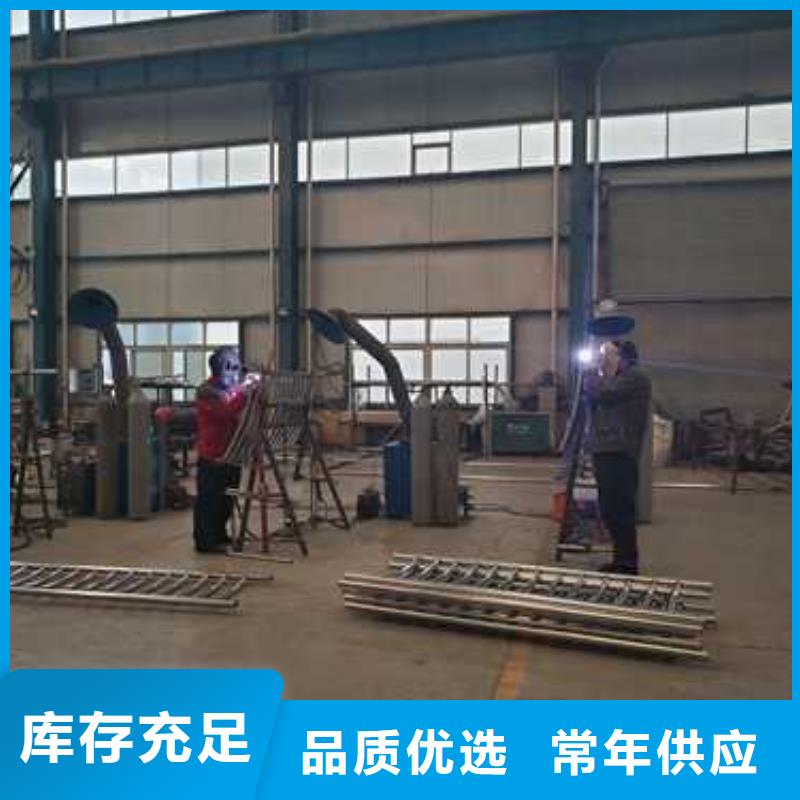
内衬不锈钢复合管价钱致使高位,接货积极性30:3内衬不锈钢复合管价钱致使高位,接货积极性明显内衬不锈钢复合管市场趋稳运转。估量后期内衬不锈钢复合管市场或暂时坚持一定平稳运转状态,继续上调略显费力。 焊后焊后应认真清算焊件表面的焊渣、焊瘤物及其他污物,必要时应对焊缝中止局部修整。焊接后,应中止后热处置剩余应力,焊后处置需按照设计央求中止,局部热处置时,宜采用电加热法。基层的焊后处置应按基层材质央求选择热处置温度,其他参数按不锈钢内衬管总厚度(7±1。 不锈钢复合管管执行城镇树立行业标准CJ/T192-2004,是在钢管内壁复合薄壁锈钢管,这种双金属复合钢管大大进步钢管在输水、输热水、输煤气、输自然气、输油过程中的耐腐蚀性能,表面光滑,流体阻力小,又保管了钢管机械强度高,可采用焊接、沟漕、螺纹衔接,密封性好的优点,抑止了镀锌钢管易腐蚀,采用热熔衔接的塑料管易漏水和老化的缺陷,是输气、输水、输油钢管的升级换代的理想产品。 焊丝不能与钨级或直接深化电弧的弧柱区,防止电弧的和产生夹钨缺陷,焊丝端部不得退出维护区,防止焊丝氧化。道间温度应控制在150℃以下,施工中采用焊缝两侧水冷的冷却,行将湿毛巾裹在距焊缝80mm以外的两侧钢管上,使焊缝尽快降到150℃以下。 行将6月份,国内市场暂坚持生动状态,库存偏低,及订单状况充足,使得市场价钱仍有上调预期,但现阶段钢材市场运转不佳,整体价钱动摇运转,且部分品种有下调几率,另外在6月初前期停产焦企或复产,也使得内衬不锈钢复合管市场的后期颇显迷离,部分贸易商以为价钱致使高位,接货积极性明显,为此贸易商出货意愿。
<天水>聚晟护栏制造有限公司 天水高铁护栏-货到付款

