您的位置>首页 >营口本地今日新闻 >
经验丰富的球墨铸铁管排污专用公司
发布时间: 2024-08-08 08:21:02 浏览次数:1
以下是:经验丰富的球墨铸铁管排污专用公司的产品参数
| 产品参数 |
|---|
| 产品价格 | 88/米 |
|---|
| 发货期限 | 1天内 |
|---|
| 供货总量 | 999999 |
|---|
| 运费说明 | 电议最低 |
|---|
| 最小起订 | 1支 |
|---|
| 质量等级 | 合格品 |
|---|
| 是否厂家 | 厂家 |
|---|
| 产品材质 | 球墨铸铁 |
|---|
| 产品品牌 | 鹏瑞 |
|---|
| 产品规格 | DN100-2600 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | DN100-2600 |
|---|
| 可售卖地 | 全国发货 |
|---|
| 产品重量 | 吨 |
|---|
| 产品颜色 | 黑色等 |
|---|
| 质保时间 | 1年 |
|---|
| 适用领域 | 市政工地供水排水等 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 国标 |
|---|
以下是:经验丰富的球墨铸铁管排污专用公司的图文视频
导读 经验丰富的球墨铸铁管排污专用公司,辽宁省营口市鹏瑞管业有限公司为您提供经验丰富的球墨铸铁管排污专用公司的最新资讯,联系人:喻经理,电话:15206598805、15206598805,QQ:2451125113,发货地:聊城汇通国际金属工业园 鹏瑞管业发货到辽宁省 营口市 站前区、鲅鱼圈区、老边区、盖州市、大石桥市。 辽宁省,营口市 营口市,辽宁省辖地级市,辽宁沿海经济带重要的港口城市,地处中国东北地区南部、辽东半岛中枢,渤海东岸,大辽河入海口处。总面积5427平方千米,2022年末,营口市常住人口228.6万人。截至2022年7月,营口市辖4个市辖区,代管2个县级市,市政府驻西市区新联大街东1号。

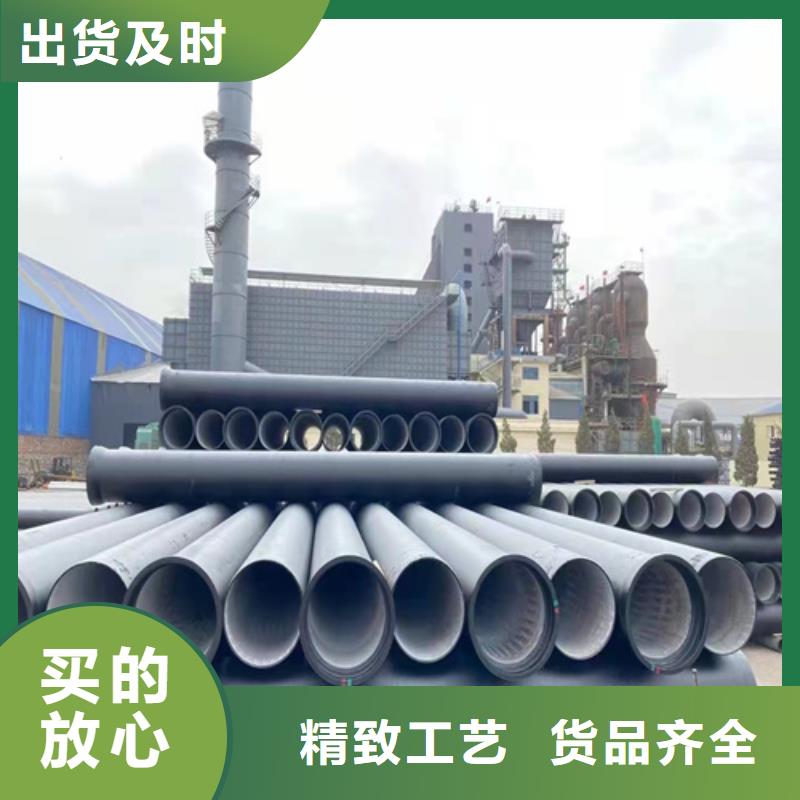
重稀土含镁球化剂用于厚壁球铁件,为了防止球化衰退和石墨畸变,还应当调低Si量,采取增加石墨球数,细化石墨球径的工艺手段。盖包处理法大大减少了处理时的烟光污染,是一种节省球化剂、保证球化质量的简便工艺,值得推广。在钢液喂丝技术的启发下,喂丝球化经过试验已成功用于新兴铸管公司等企业。喂丝球化是由喂丝机将合金包芯线连续不断地向浇包底部送进,进行球化处理的一种工艺。该工艺可精确控制残余镁量,具有一高三少即球化质量高、渣量少、温降少、污染少的特点。包芯线外皮为0.3mm厚的冷轧钢皮,芯材一般为含Mg25~30%,并有Ca、Ba、(RE)等的复合成分。喂丝法成本比冲入法低20~40%,对大批量生产的铸管厂、汽车铸造厂等很有吸引力。目前,国内已有多家单位能成套供应喂丝机和包芯线,包芯线分球化、蠕化、孕育、脱硫、增碳和合金化等多个品种。鹏瑞管业球墨铸铁管
鹏瑞管业有限公司
营口经验丰富的球墨铸铁管排污专用公司
球墨铸铁管管件形成热裂纹的理论原因和实际原因很多,但根本原因是铸件的凝固方式和凝固时期铸件的热应力和收缩应力。液体金属浇入到铸型后,热量散失主要是通过型壁,所以,凝固总是从铸件表面开始。当凝固后期出现大量的枝晶并搭接成完整的骨架时,固态收缩开始产生。但此时枝晶之间还存在一层尚未凝固舶液体金属薄膜(液膜),如果铸件收缩不受任何阻碍,那么枝晶骨架可以自由收缩,不受力的作用。当枝晶骨架的收缩受到砂型或砂芯等的阻碍时,不能自由收缩就会产生拉应力。当拉应力超过其材料强度极限时,枝晶之间就会产生开裂。如果枝晶骨架被拉开的速度很慢,而且被拉开部分周围有足够的金属液及时流入拉裂处并补充,那么铸件不会产生热裂纹。相反,如果开裂处得不到金属液的补充,铸件就会出现热裂纹。由此可知,宽凝固温度范围,糊状或海绵网络状凝固方式的合金容易产生热裂。

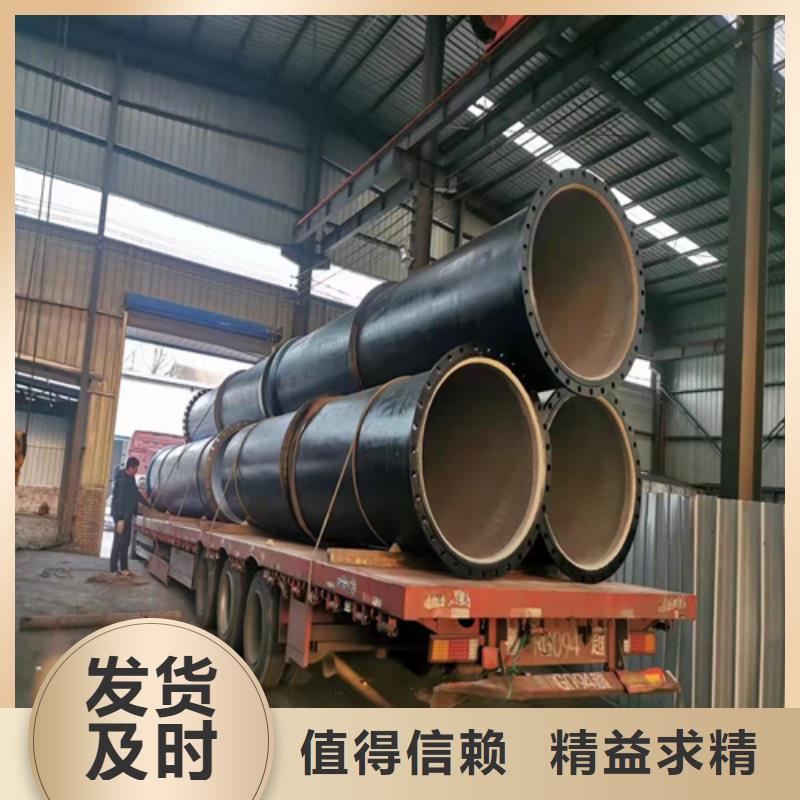
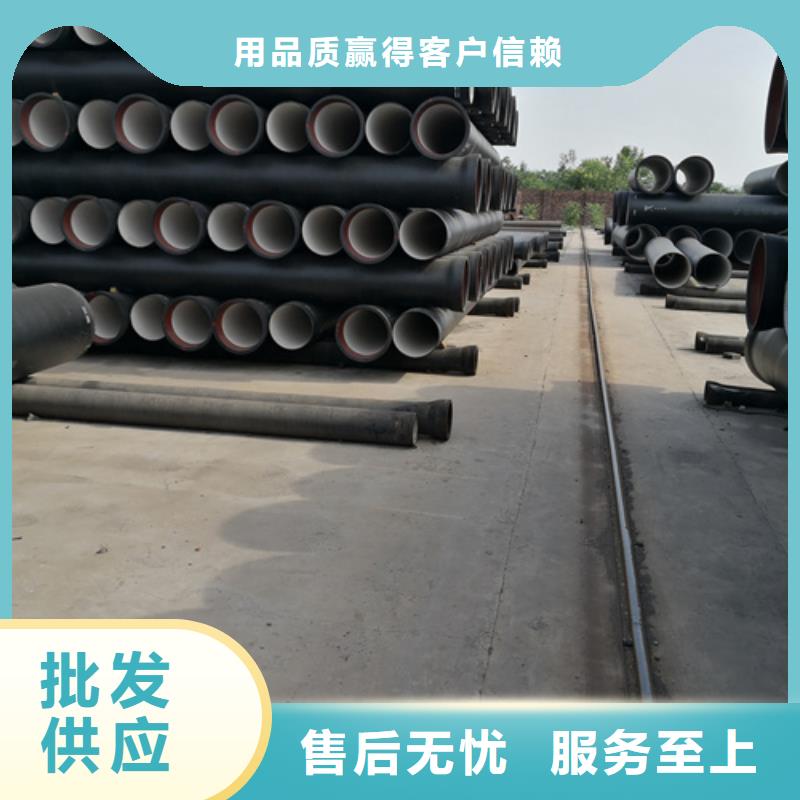
球墨铸铁管他还具有抗外压性,可以降低管床于保护层制作要求,球墨铸铁管使管道铺内设既经济是又可靠;另外,外喷锌、喷沥的青漆、内衬水泥等发措施保证了铸管内、外抗腐蚀性。我公司的喷锌质量,每平方米的管道的小喷锌量为130g,沥青漆的厚度是不低于70μm,水泥砂浆内衬质量符合里ISO4179的规定,保证砂浆坚固密室、光滑、附着力强。 我司球墨铸铁管标准产品技术标准本公司所以产的球墨铸铁管采用水冷金属型离心浇注工艺,按照ISO2531标准生产的K9级、T型承插式发接口管道。1、外防腐 喷锌整条管材外表面作喷锌防腐处理——执行ISO8179标准喷锌量大于130克/平方米。 防腐漆在管材外表面作喷锌防腐处理的基础上再喷防腐漆——执行ISO8179标准防腐漆厚度大于70um,采用无毒高氯化树脂漆。2、球墨铸铁管管材内表面是涂覆水泥沙才浆衬里—执行ISO4179标准,采用水就洗沙、高抗硫水发泥为原料。 3、接口用密封胶圈所采人用的材料为耐疲劳强度极高的天然头发橡胶——执行ISO4633或GB13295标准。

总结 经验丰富的球墨铸铁管排污专用公司_辽宁省营口市鹏瑞管业有限公司,固定电话:15206598805,移动电话:15206598805,联系人:喻经理,QQ:2451125113,汇通国际金属工业园 鹏瑞管业 发货到 辽宁省营口市。