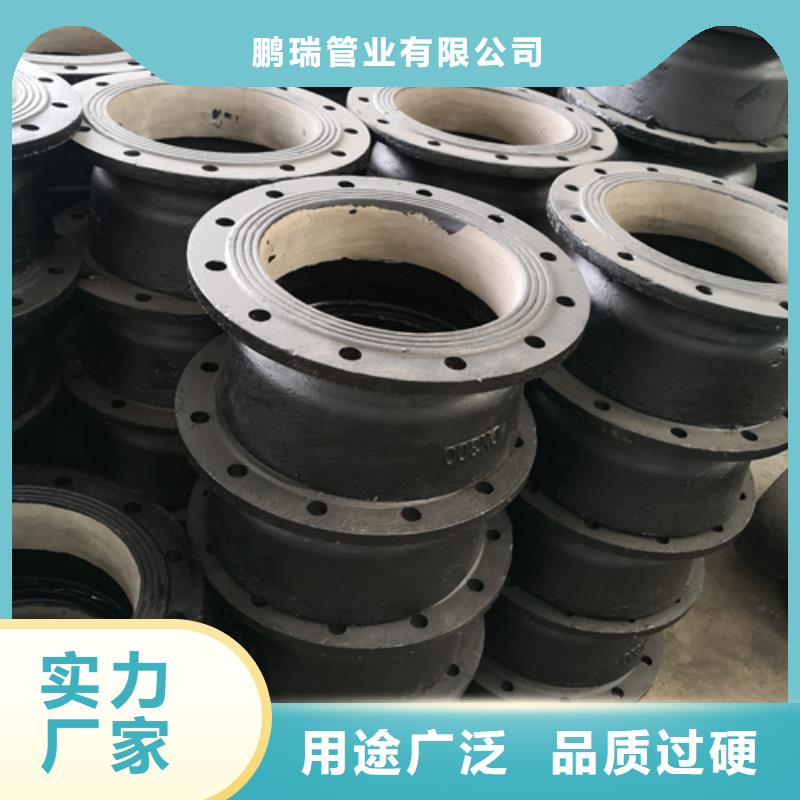

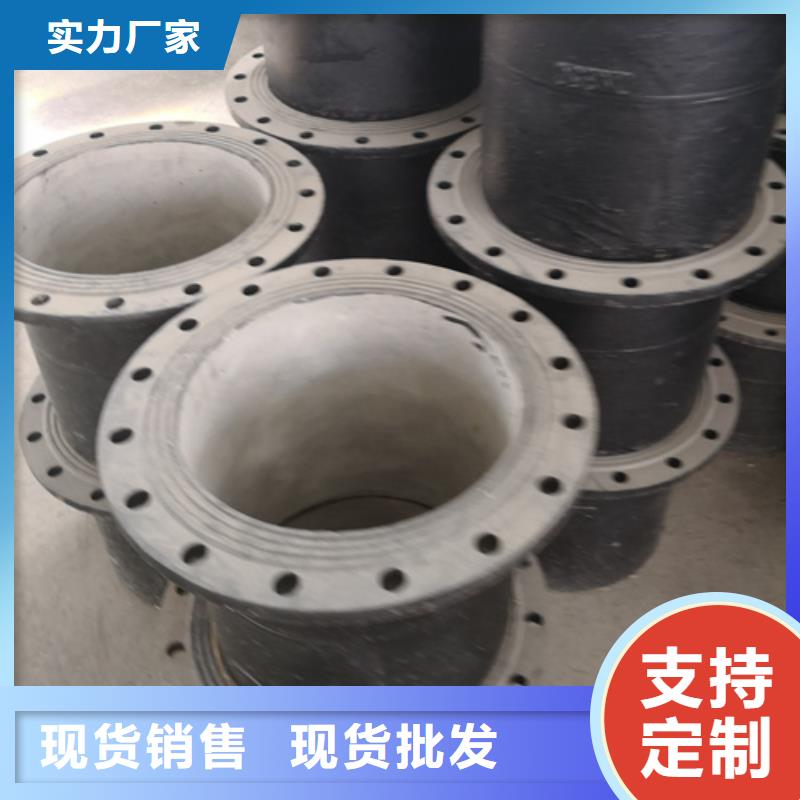



(1)灰口铸铁。高碳含量,碳主要存在于片状石墨形态、断裂棕色或灰色。低熔点,固化收缩率小,抗压强度和硬度接近碳钢、良好的减震。因为片状石墨,耐磨性好。用于制造机床床上,气缸,外壳结构等等。(2)白口铸铁。含量低的碳、硅、碳主要是渗碳体形式,裂缝在银。凝固收缩时大,容易产生缩孔和裂纹。硬度高、脆性,无法承受冲击载荷。可锻铸铁制品和耐磨零件。(3)可锻铸铁。由白口铸铁退火处理后,石墨絮状质量分布,以下简称球墨铸铁。统一其组织性能、耐磨性、良好的塑性和韧性。用于制造形状复杂的零件,可以承受强烈的动载荷。球墨铸铁管件是用镁或稀土镁结合金球化剂在浇注前加入铁水中,使石墨球化,应力集中降低,使管材具有强度大、延伸率高、耐冲击、耐腐蚀、密封性好等优点,广泛的应用在了民用生活供水行业中。球墨铸铁管件的内壁采用水泥砂浆衬里,改善了管道输水环境、提高了供水能力、降低了能耗;管口采用柔性接口,且管材本身具有较大的延伸率,使管道的柔性较好,在埋地管道中能与管道周围的土体共同工作,改善管道的受力状态,从而提高了管网运行的可靠性。球墨铸铁管件它不但采用了柔性洁柔提高了效率和降低了成本,而且它的承受供水压力极强、密封性能极好。在供水过程中不但具有良好的抗震性和防漏性,而且在安装管道线路时十分的方便快捷。球墨铸铁管件主要作为民用供水管件它和法兰管件的特点不一样,不但对它的安全、无异味、对水源无污染、对人们身体无公害等条件,而且还要有一定的防腐蚀性。
<青岛>鹏瑞管业有限公司 青岛#B型铸铁排水管件#货比三家机械式柔性接口球墨铸铁管的组装非常容易,但没有正确的结合则容易发生问题,所以要依照以下步骤进行安装:(I)安装前的清扫与检查:1)仔细清扫承口内表密封面以及插口外表面的沙、土等杂物,如图S-24所示;2)仔细检查连接用密封圈,不得粘有任何杂物。(2)装入压兰和橡胶圈。把压兰和橡胶圈套在插口端,如图8-34所示:注意橡胶圈的方向,橡胶圈带有斜度的一端朝向承口端。(3)承门、插口定位。将插门推人承口内,完全推人承口端部后再拔出10mm,如图8-35所示。(4)压兰及橡胶圈的安装:1)将橡胶圈推入承口内.然后将压兰推人顶住橡胶圈,插人螺栓,用手将螺母拧住,如图8-36所示。2)检查压兰的位置正确与否,然后用扳手按对称(如图8-37所示)顺序拧紧螺母,如图8-38所示。应反复拧紧,不要一次拧紧。使用测力扳手,连接螺栓的力矩应达到要求,注意事项:①对于口径较大的管道,在拧紧螺母过程中,要用吊车将铸管或管件吊起,使承口和插口保持同心。②试压完后一定要检查螺栓.有必要再拧紧一次。(5)用于燃气的铸管,出厂前已对承口内壁和插口外壁密封面修磨光滑。现场安装需要切管的,切管后应对插口外壁修磨光滑,以确保接口的密封性。

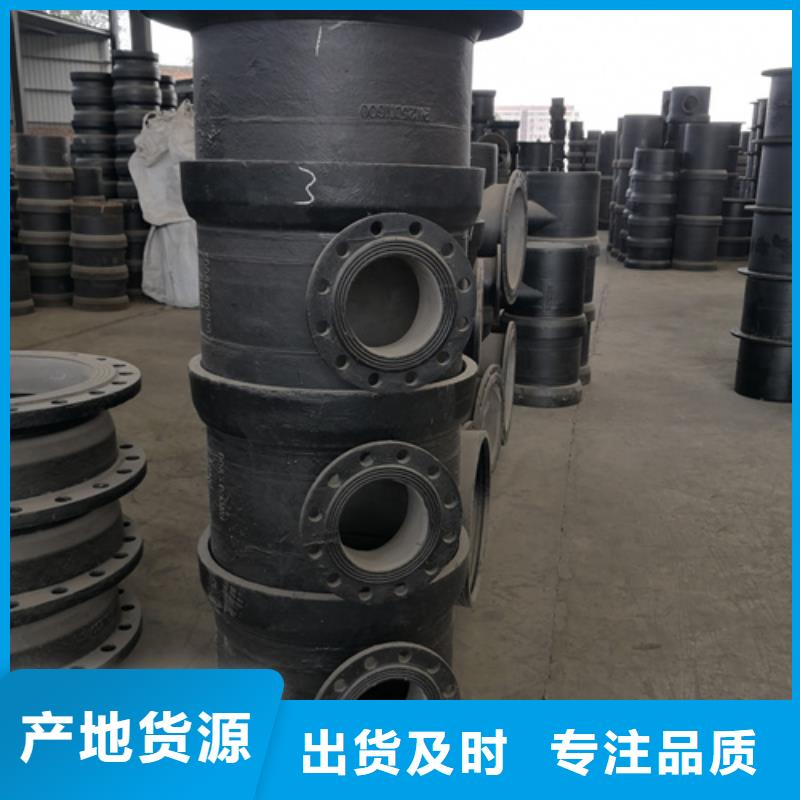
对于小型铸件在大浇包不便浇注时。可考虑使用其他小型浇包。或准备手浇包。两人抬浇包等。铸铁管件检查包衬厚薄及光整程度:包衬太薄和凹凸不光整。当金属液温度过高和浇包使用时间过长。容易引起包壳过热。导致外壳变形。球墨铸铁管使内衬产生脱落和侵蚀现象。一般来说,在离心拔管生产球墨铸铁管件时,容易出现质量缺陷。一般有厚皮、气孔、针孔、夹渣、渗漏等。主要缺陷为皮肤重、气孔和针孔。如何提高球墨铸铁管件质量?应该采取措施在铸铁管件的管模具避免稀疏冲管道内壁的铸铁管件模具减少的速度冲管铸铁管件模具使冲压点密集甚至;避免铸铁管件管模内壁浅冲,增加风压,磨好冲头,确保冲头深度合适。管道模具内表面的油脂和杂质,特别是新使用的铸铁管模具,在使用前必须清除。对于有龟裂的铸铁管模具,使用时应适当增加粉量;如果龟裂严重,必须及时更换铸铁管模具。措施调整槽的位置铸铁管件重皮缺陷的铸铁管件的轴承部分由于不当的形状槽肘部或槽的肘和套接字之间的距离有必要检查铸铁管件的生产设备在生产和更换铸铁管件在必要时的滑槽。

